What is Shot peening?
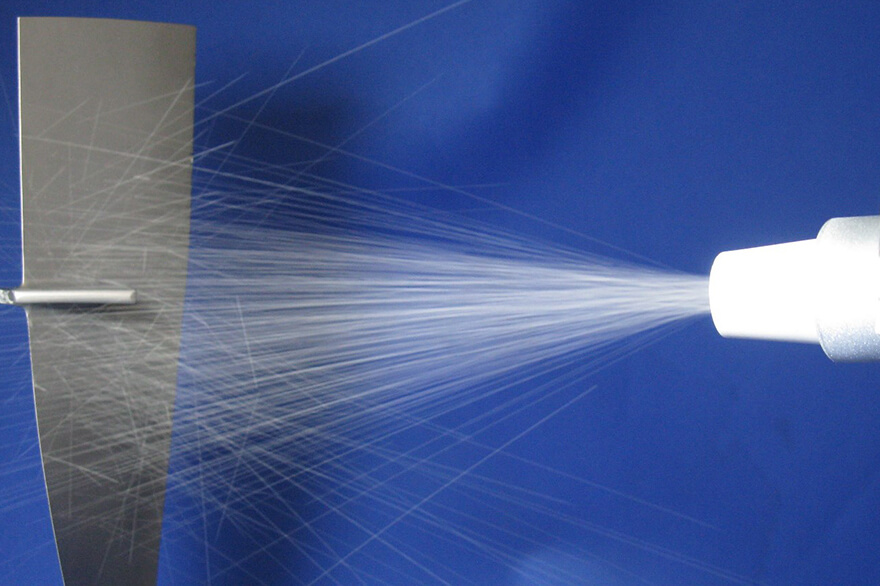
Shot peening is a type of cold working method in which numerous spherical particles, called abrasives or media, are impacted on the workpiece at high speed. This technology can also be used to improve surface modification by suppressing crack propagation through compressive residual stress and increasing surface hardness to improve wear resistance.
Among surface modification techniques, various effects such as improved wear resistance and fatigue strength and prevention of stress corrosion cracking (SCC) can be achieved simply and at low cost. (e.g. gears and shafts), aircraft parts (e.g. turbine blades and landing gears), springs, steel structures such as bridges, etc.
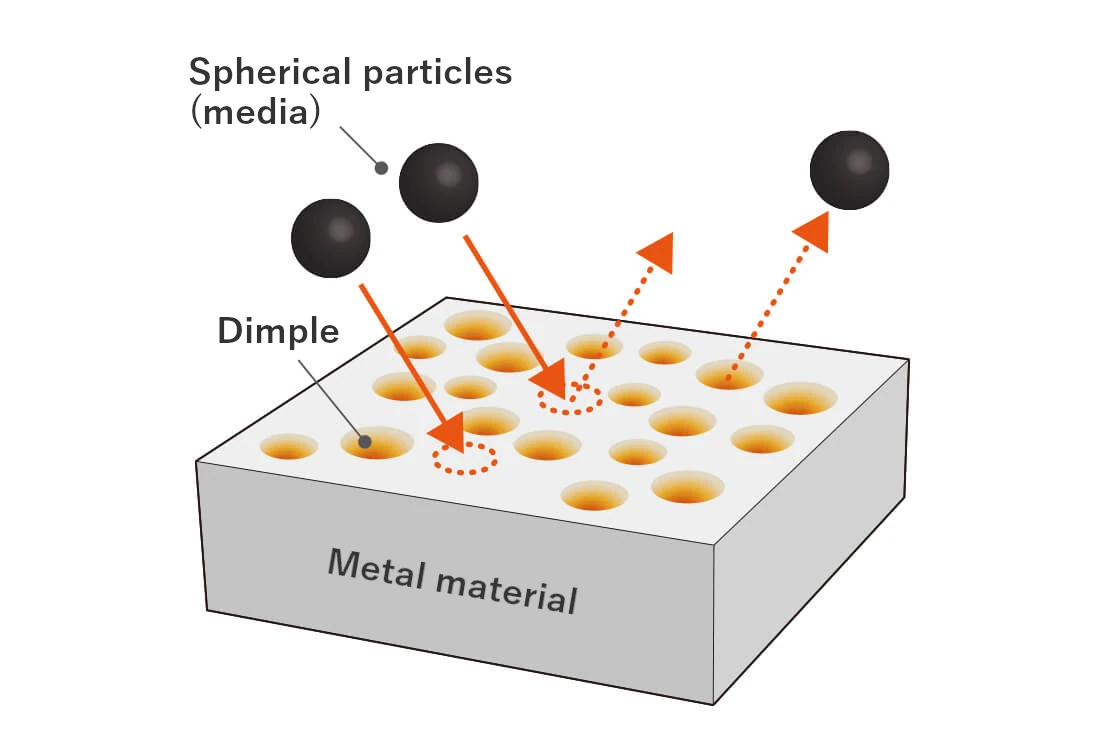
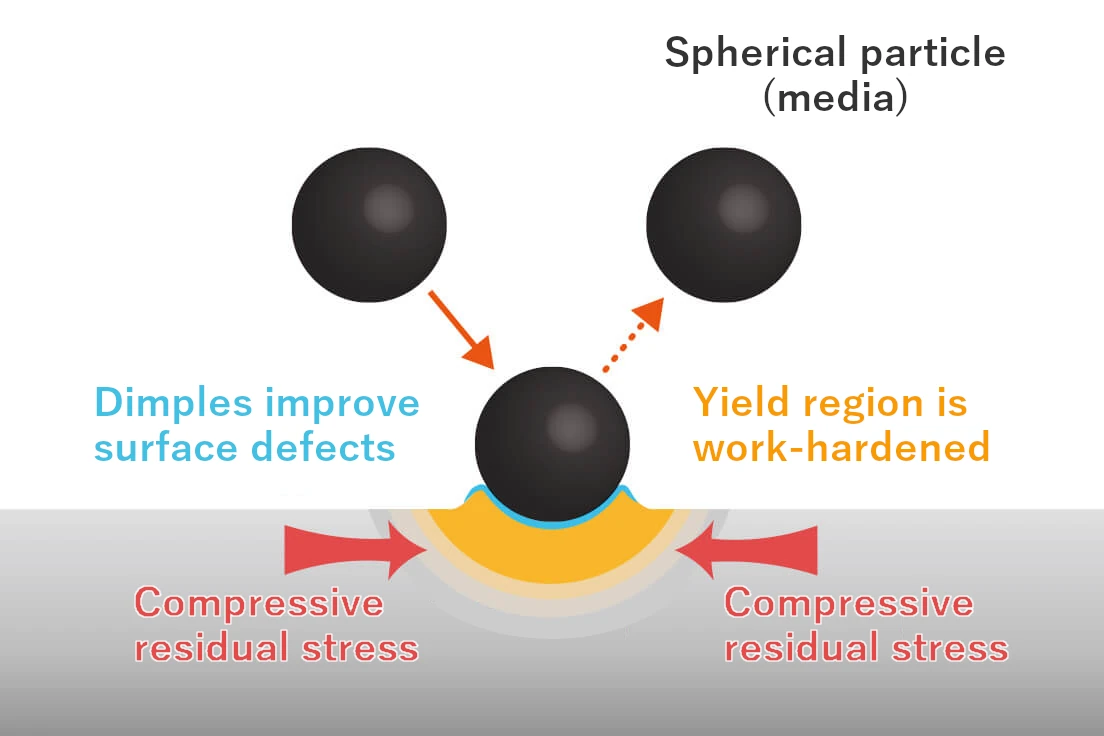
When spherical particles impact the workpiece by shot peening, a plastic deformation zone is formed in which the area immediately below the impact zone is indented and the surrounding area is expanded. The plastic deformation zone has a higher strength (yield point) due to work hardening, and compressive residual stresses are generated by the restraint of the undeformed surroundings.
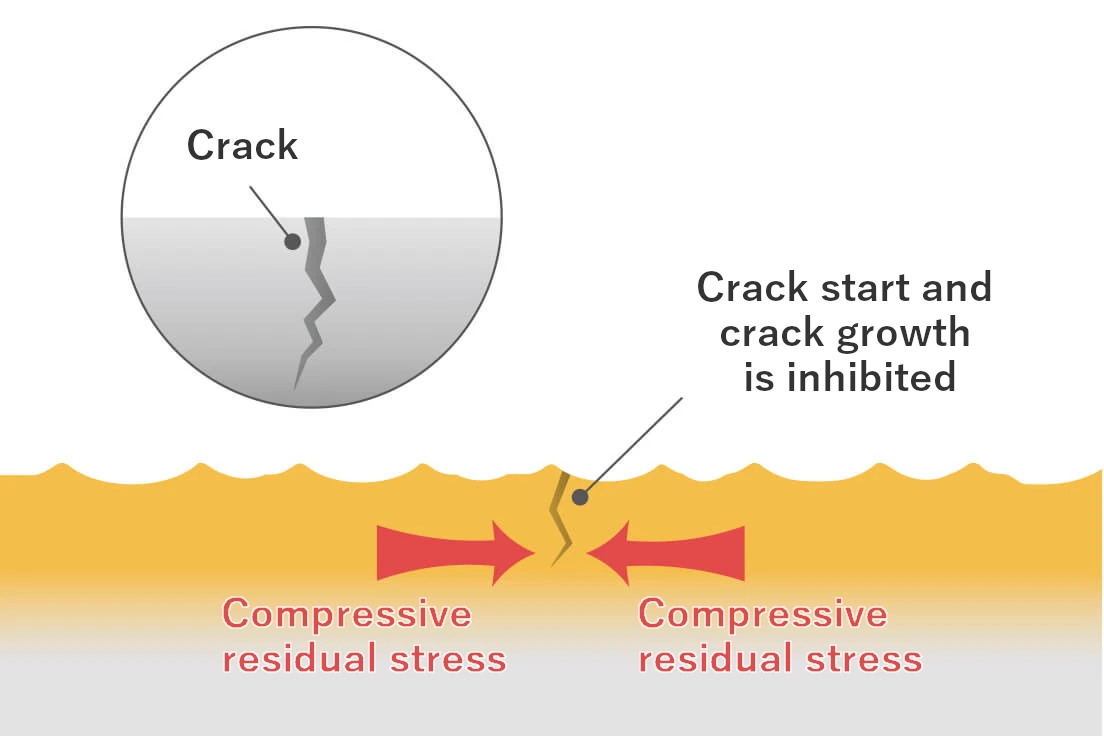
In addition, machining cutting marks and micro-cracks caused by repeated loading tend to be the starting point for crack propagation, but the surface after shot peening is improved by crushing the surface defects that cause crack initiation. In other words, the improvement of the surface condition and the increase in surface strength (yield point) suppresses crack initiation, while the addition of compressive residual stress suppresses crack propagation, thereby significantly increasing fatigue strength.
What is Fine particle peening?
Conventional shot peening to improve fatigue strength by work hardening the material surface and introducing compressive residual stress has become an essential surface modification technology to realise improved reliability and durability of components subjected to repeated loads. However, although conventional shot peening is effective in improving fatigue strength, it increases the surface roughness of the material, which may have adverse effects depending on the application of the component, so it is necessary to modify the surface while controlling surface roughness.
In contrast to conventional shot peening, the fine particle peening ‘WPC Treatment®’ and ‘α (Alpha) Treatment®’ developed by Fuji Manufacturing is a type of shot peening in which extremely small particles are impacted at ultra-high speed, compared to conventional shot peening. The effects on the material surface are very different in many respects.
For this reason, we have set up specialist teams in our contract processing department that are familiar with each processing method (shot peening, WPC treatment, α-treatment) and can provide a series of consultations, including proposals for the most suitable treatment for your application, test piece creation, post-treatment measurement and equipment installation.
Comparison of treatment methods
| Treatment method | Action | Main effects | Surface hardness | Surface roughness |
|---|
| Shot peening | - Imposition of compressive residual stress
- Work hardening
| - Fatigue strength improvement
- Prevention of stress corrosion cracking (SCC)
| Low | High |
| WPC treatment | - Refinement of crystalline structure
- Formation of micro dimples
- Imposition of compressive residual stress near the surface layer
- Improvement of micro surface defects
- Work hardening, etc.
| - Improvement of wear resistance (friction reduction)
- Lubricant retention (prevention of seizure)
- Improved sliding properties
- Increased surface hardness
- Improved fatigue strength, etc.
| Medium | Medium |
New technology
α- treatment | - Nanocrystallisation of crystal structure
- Formation of micro-textures
- Imposition of compressive residual stress in the top surface layer
- Surface modification of coated surfaces
- Improvement of micro surface defects
- Work hardening, etc.
| - Maintaining dimensions and shape after machining
- Strength enhancement without loss of toughness
- Improved wear resistance (reduced friction)
- Lubricant retention (prevention of seizure)
- Improved sliding properties
- Increased surface hardness, etc.
| High | Low |
3 main differences between conventional shot peening and fine particle peening
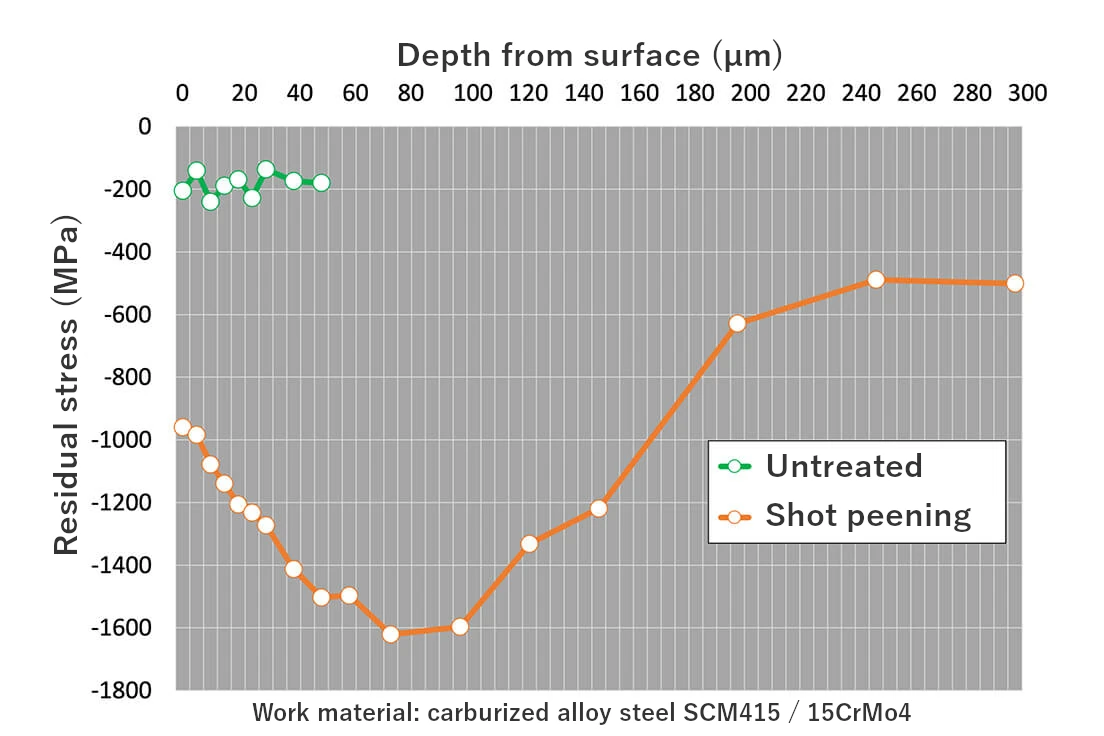
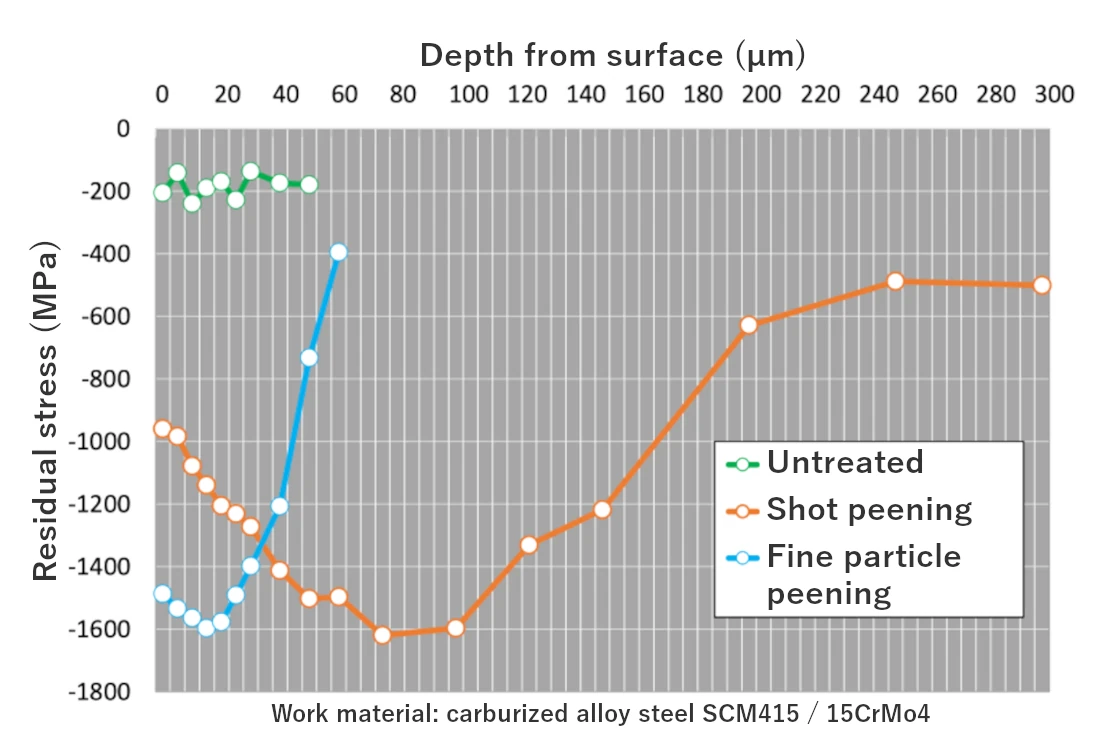
(1) Large compressive residual stresses in the vicinity of the surface
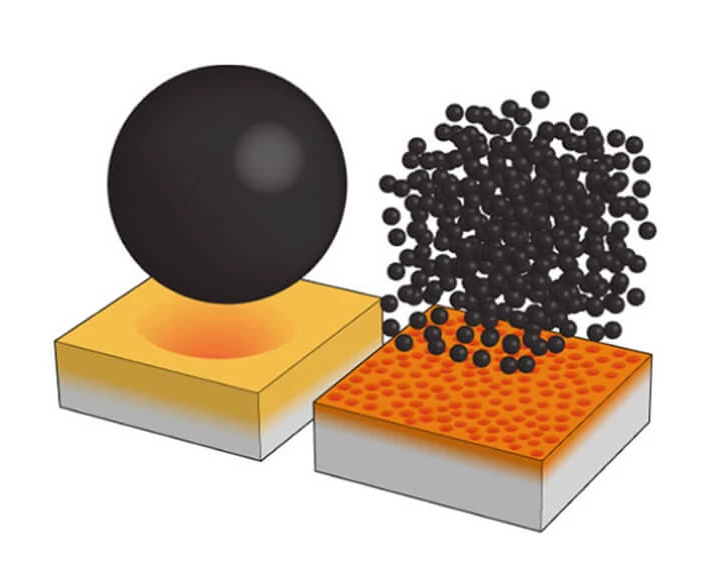
Comparing conventional shot peening with spherical particles used in particulate peening such as WPC and α-treatments (hereafter referred to as particulate media), the particles used in particulate peening are extremely small and frequently have a particle size of less than 1/10th of that used in conventional shot peening. In the case shown in the diagram on the left, even if the media volume is the same under the same injection conditions, fine particle media such as WPC or α-treatment has a higher impact velocity and concentrates the impact energy in the vicinity of the surface, which efficiently imparts a large compressive residual stress in the vicinity of the surface.
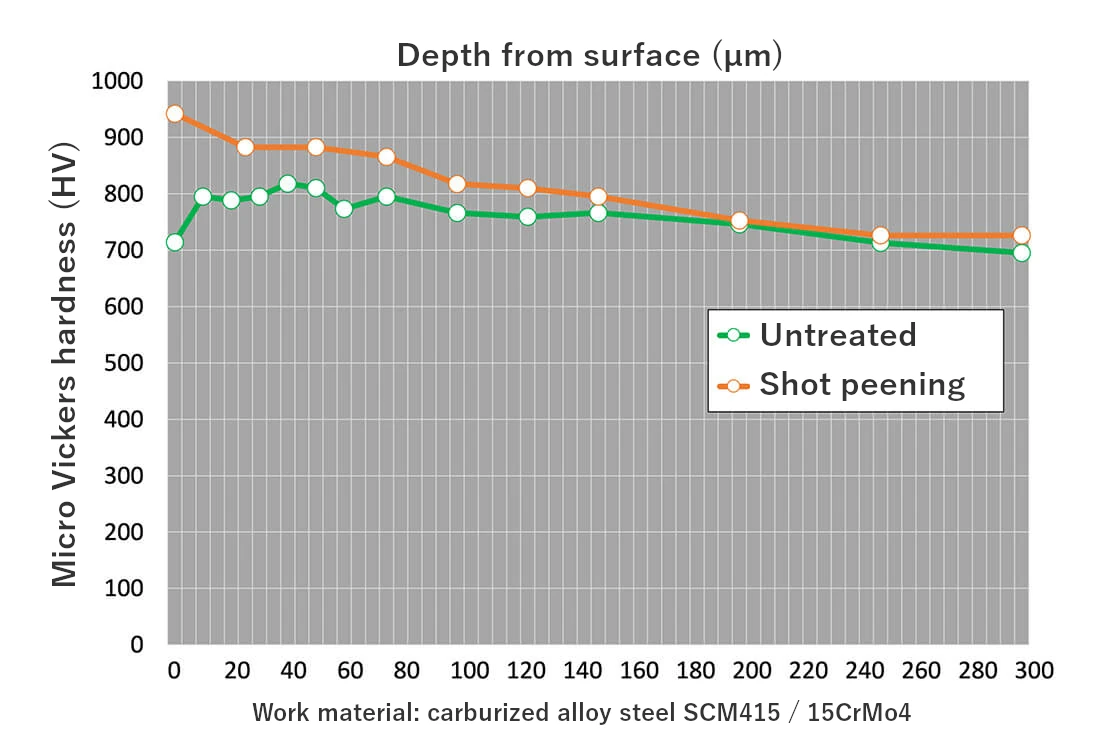
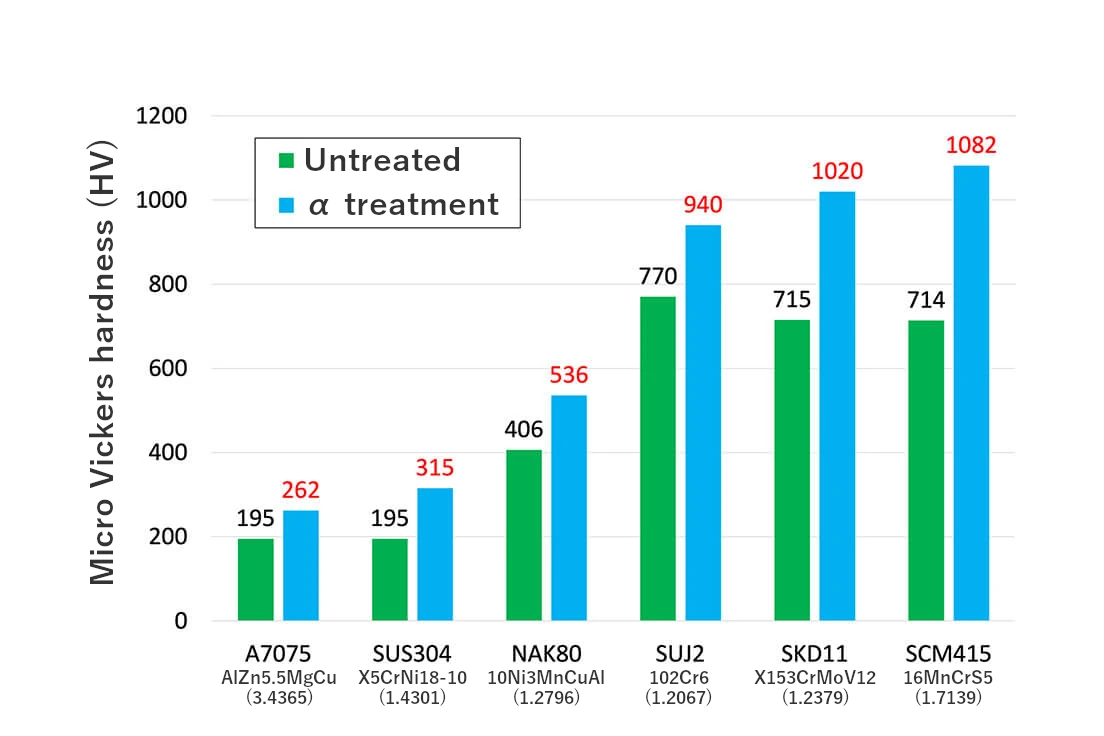
(2) Increased surface hardness and improved abrasion resistance and fatigue strength. Dramatic improvement in hardness is achieved by α-treatment.
In particulate peening, such as WPC and α-treatments, the surface of the workpiece is repeatedly and repeatedly impacted by numerous particulate media in an instant. When the area of the temperature rise is small, the temperature rise is rapid, but the temperature fall is also rapid, so when the particulate media impact the surface of the workpiece, ‘heat treatment by instantaneous rapid heating and rapid cooling of the metal surface’ and ‘repeated forging by impact’ take place simultaneously. These two processes result in work-induced martensitisation of the residual austenite and grain refinement (WPC treatment) or nanocrystallisation (α-treatment) in the vicinity of the surface. This process results in a high-strength, high-hardness and tough structure with no surface defects such as machining marks, and improves fatigue strength and wear resistance far beyond conventional shot-peened surfaces.
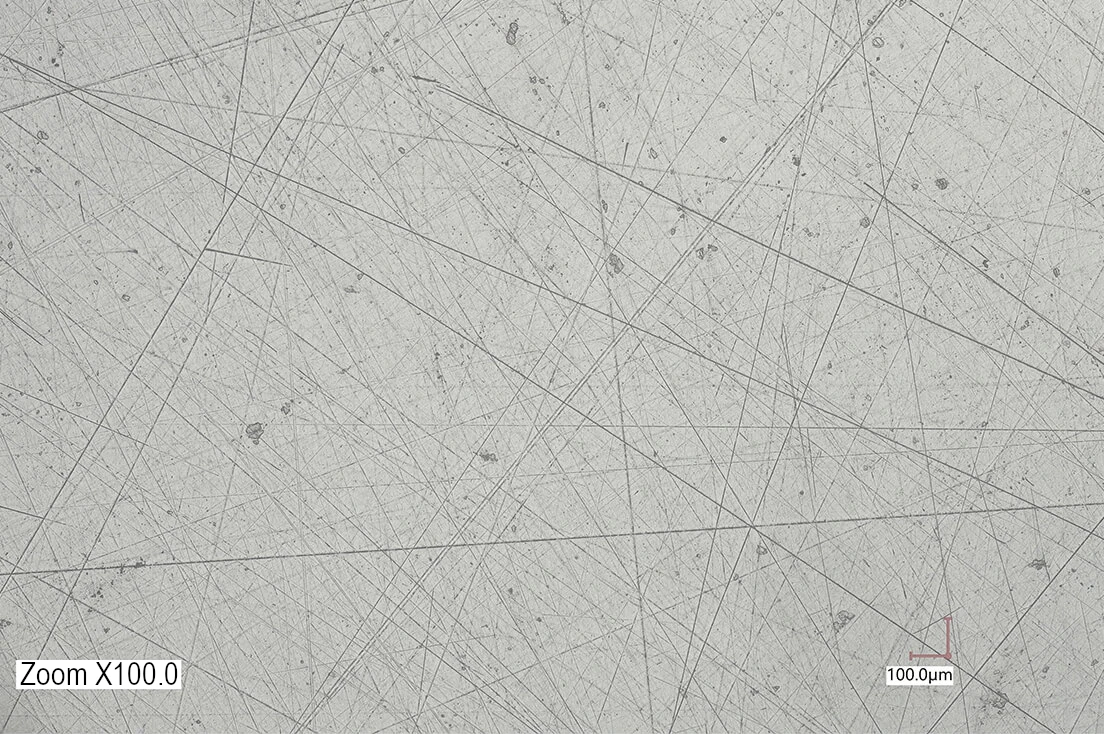
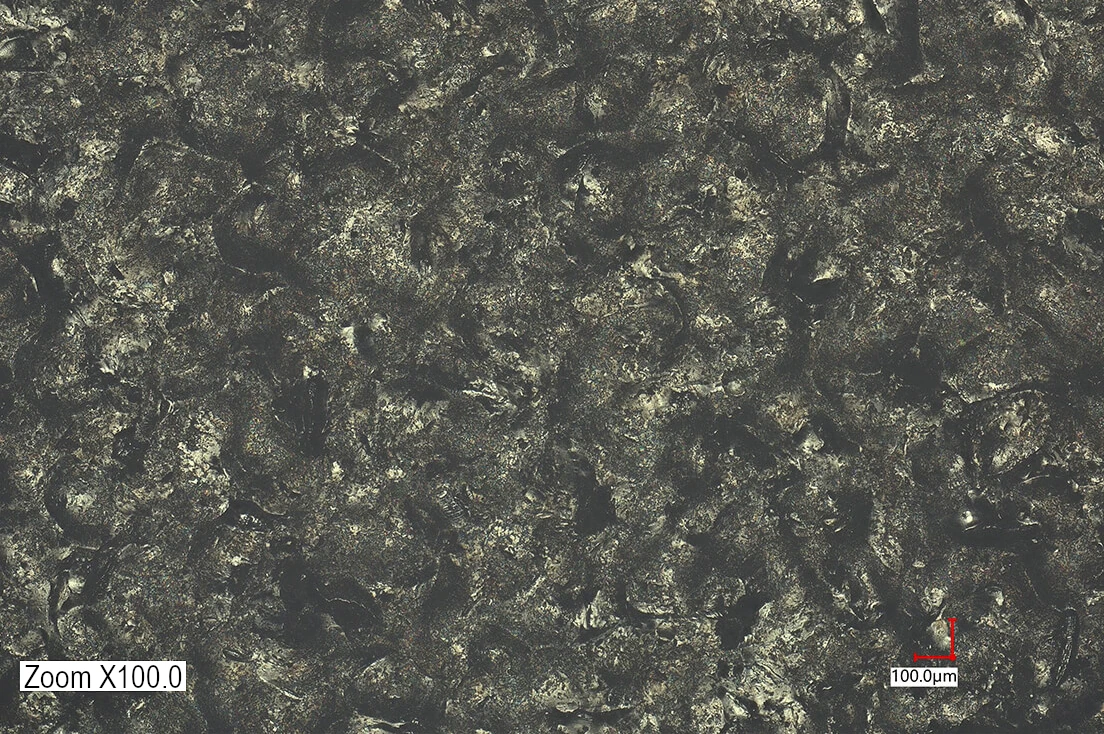
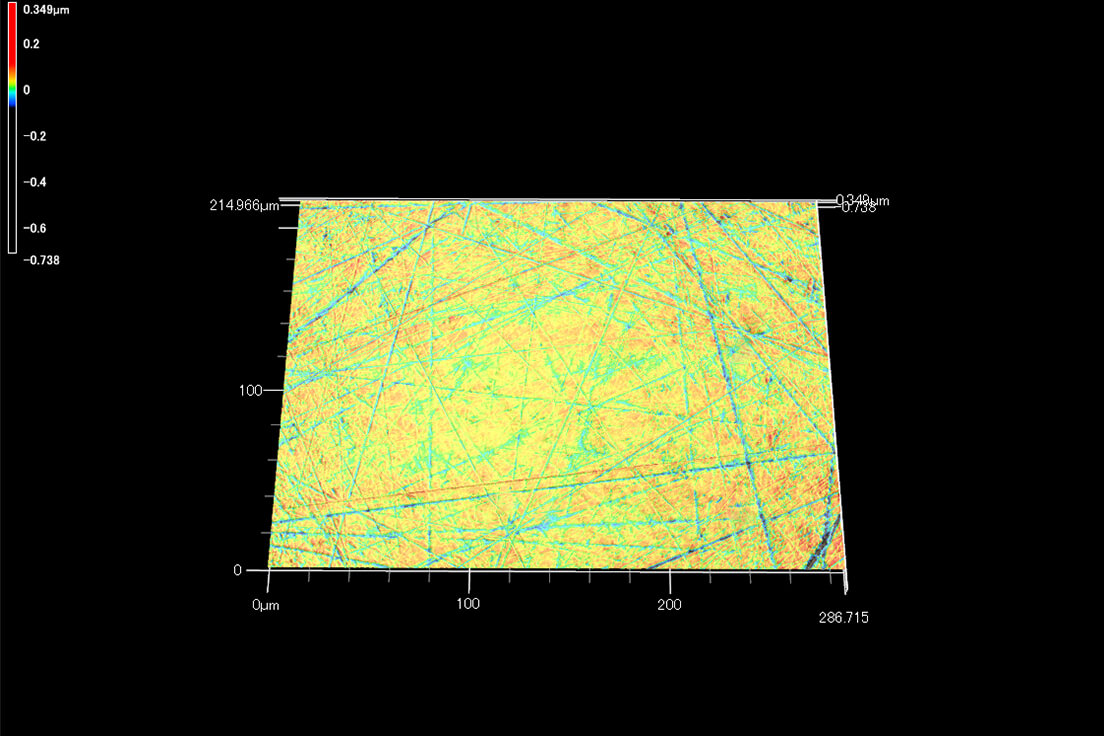
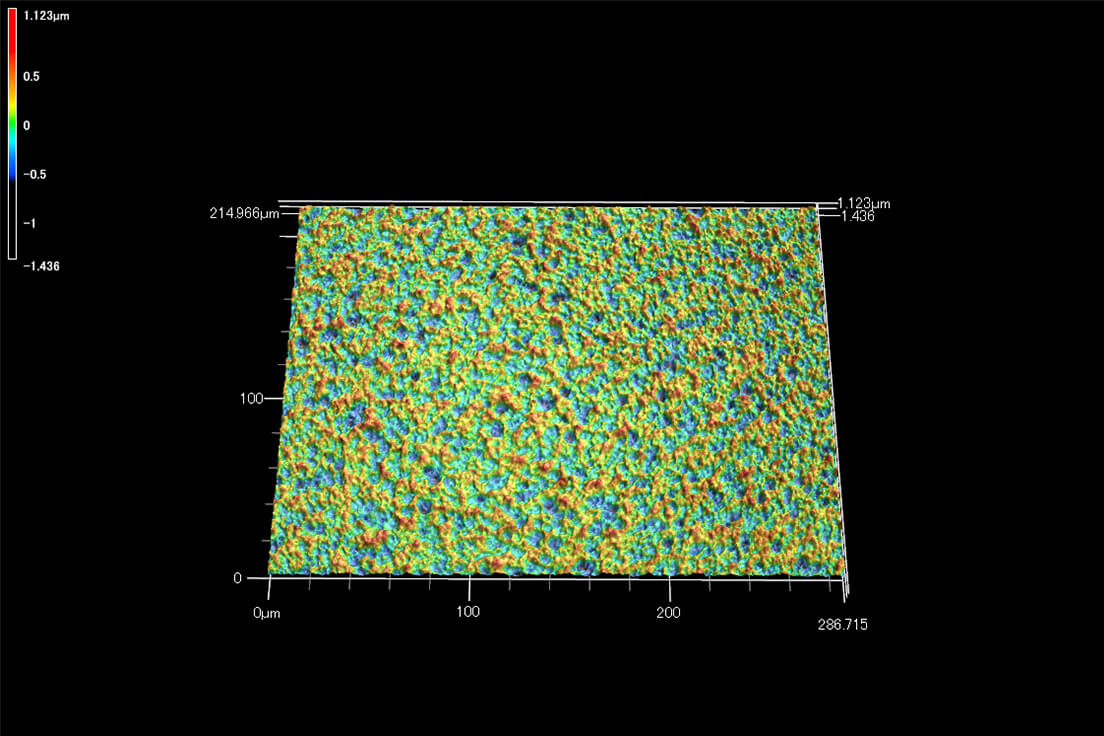
Surface observation (material: SCM415 (15CrMo5 / 1.7262) carburised alloy steel, measurement: laser microscope x1000)
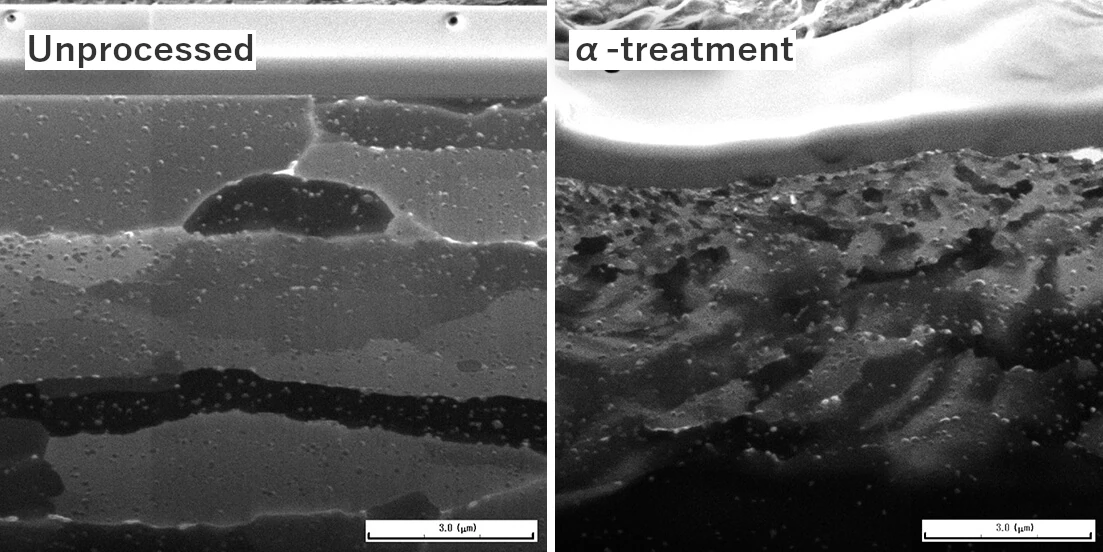
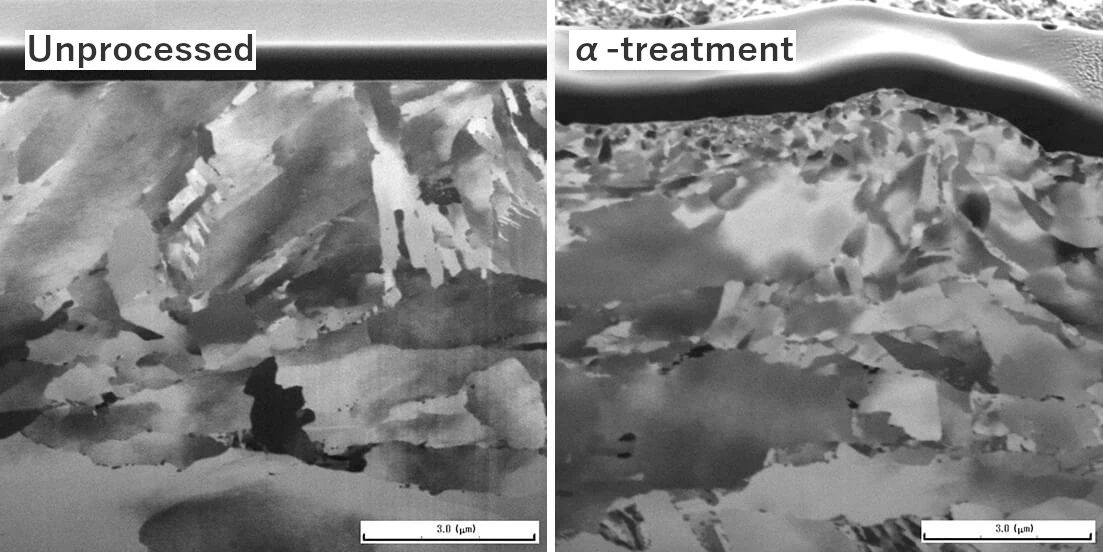
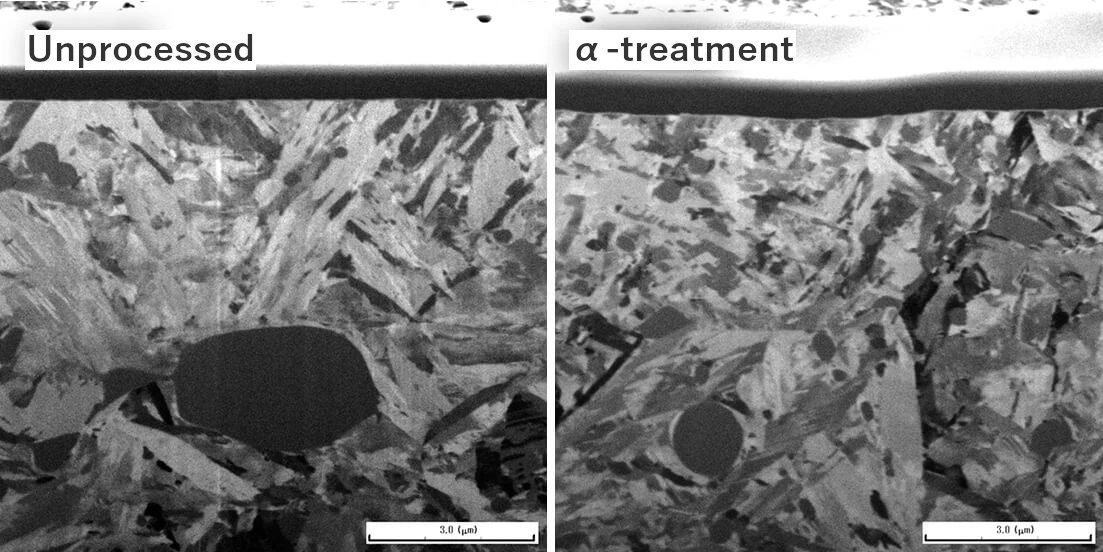
Observation of cross-sectional microstructure (measurement: scanning ion microscope)
Grain refinement and nanocrystallisation strengthening for both strength and toughness
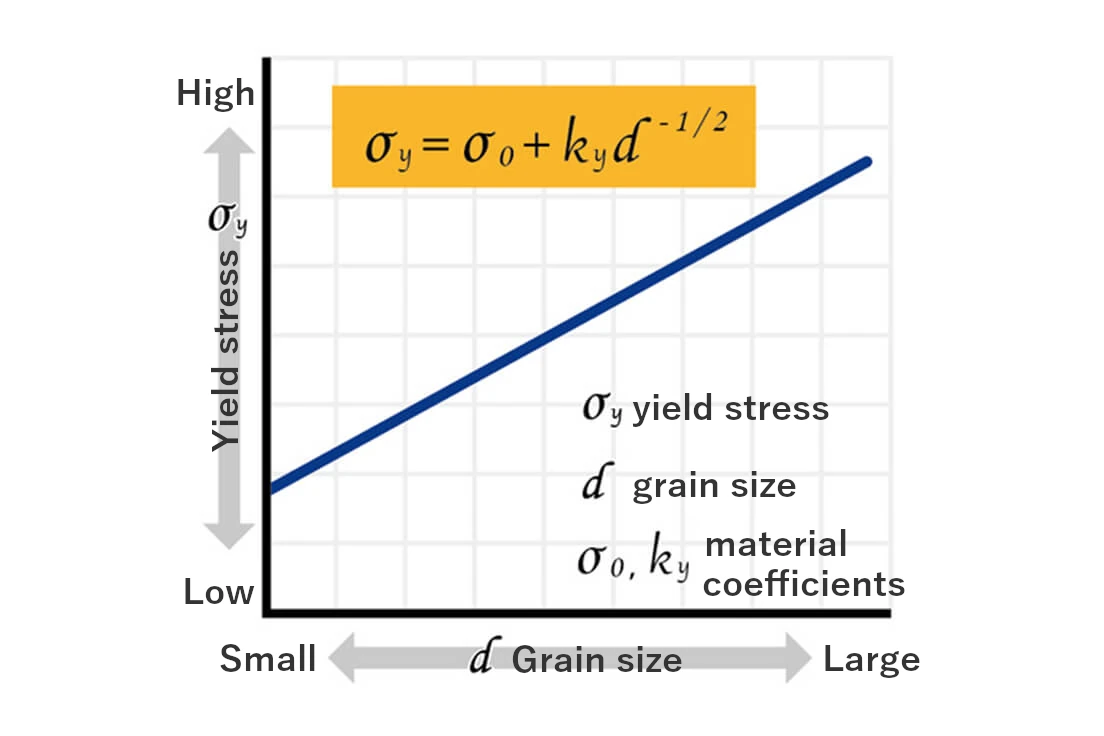
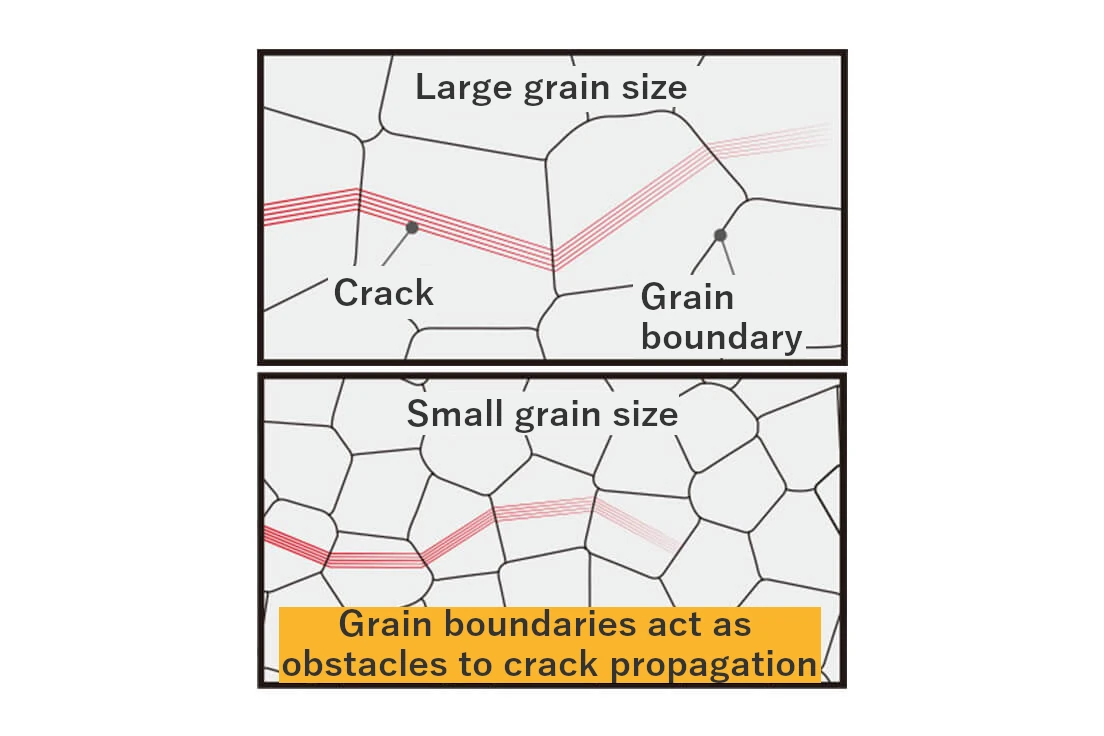
Grain refinement and nanocrystallisation strengthening is a method of improving strength by reducing the size of crystal grains. Plastic deformation of polycrystalline metals is caused by the movement of dislocations, which are defects in the arrangement of atoms. In other words, the smaller the grain size and the more grain boundaries there are, the more obstacles there are and the more force (increased yield stress) is required for dislocation movement.
This relationship between grain size refinement/nanocrystallisation and increased yield stress in polycrystalline metal materials is generally referred to as the Hall-Petch relation or Hall-Petch law, and is known to be inversely proportional to the square of the grain size. The main feature of grain refinement and nanocrystallisation strengthening is that it increases strength without compromising toughness.
The grain diameter of polycrystalline metal materials is often several micrometres to several tens of micrometres, but after the α treatment described above, the grain diameter near the surface is 100-300 nm (nanometres), and the yield stress of the surface layer is dramatically improved by nanocrystallisation of the grain due to hole pitting. The yield stress of the surface layer is dramatically improved by nanocrystallisation of the grains in relation to the hole-petch.
The methodological advantage of nanocrystallisation strengthening by α-treatment is that a layer with both strength and toughness can be easily formed over the entire surface to be treated with almost no change in size or shape, simply by adding α-treatment to the final part manufacturing process.
(3) Micro-texture (micro-dimple) formation for improved sliding properties
The surface after WPC and α-treatment is an aggregate of micro-textures and micro-dimples – fine bumps and dips created by the impact of fine particle media – which not only inhibit the increase in surface roughness compared to conventional shot peening, but also have a number of other benefits. The concave areas help surface tension and act as a lubricant retention function (oil pool), maintaining good lubrication conditions, suppressing oil temperature rise and preventing wear.
It is also known that after WPC and α-treatment, the contact of sliding parts changes from surface contact to point contact, and the contact area is reduced, resulting in lower frictional resistance and sliding noise. In recent years, by smoothing out the convexity of the micro-texture (plateau structure), the surface has evolved to a surface with less initial wear and stable sliding from the outset.
What is WPC treatment® and α treatment®?