Look no further if you need next level carbide rods High quality, all made in Japan
World-class traverse rupture strength
With and without internal coolant, straight/Helical coolant, unground or ground
"Binderless" cobalt free grade for incredible corrosion & wear resistance
NA series TZ alloy
Product information
TZ alloy is new ultra-fine grain cemented carbide. TZ alloy claims to be the world’s highest strength and abrasion resistance.
Manufactured with strong tie-up of material manufacturers
World's highest strength Achieved world's highest tensile strength of 5 GPa. Extremely high strength material. Characteristics of this material are that its strength does not deteriorate easily even at high hardnesses.
Excellent wear resistance & high temperature hardness The material composition phase is different from that of conventional ultra-fine-grained cemented carbides, resulting in excellent wear resistance. Experimental results have also shown that the high-temperature hardness does not deteriorate easily.
Ultra-fine grain by new manufacturing process TZ alloys are made ultrafine-grained by a mechanism (pinning effect of Ti(C,N)) different from conventional ultrafine-grained cemented carbides. This ensures that the interface strength of the WC/Co is not reduced and excellent properties are achieved. Patent No. 6227517, etc.
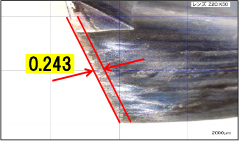
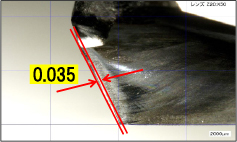
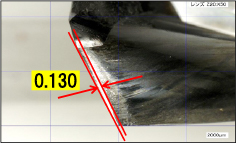
Cutting test data
Cutting test data is based on non-coated carbide drill.
NA series TZ alloy based carbide drill cutting tool showed an improvement at an automobile manufacturer, where tool life was increased by 1.7 times.
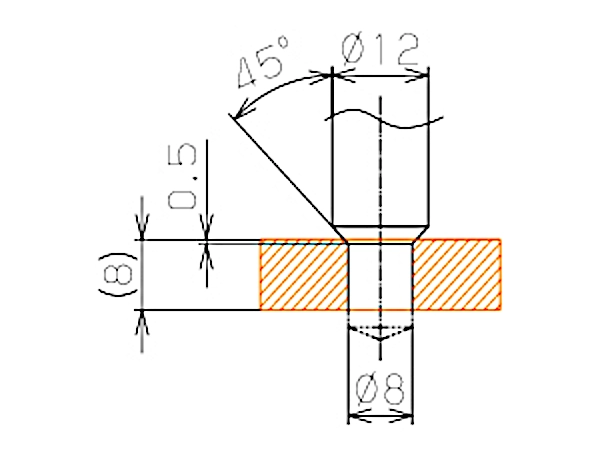
Tool used
Coated carbide step drill QT-428 (ø8×ø12) using NA series TZ10 grade