„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
Głowica honująca ATC umożliwia wykonanie honowania przy pomocy centrum obróbczego z osią roboczą, dzięki czemu na jednej maszynie można wykonywać różne procesy takie jak honowanie i wiercenie.
Przykładowo przy wierceniu otworów w blokach wytaczanie przedprocesowe i honowanie odbywa się przy użyciu tego samego sprzętu, co eliminuje konieczność wprowadzania sprzętu i przyczynia się do „ograniczenia inwestycji”.
Ponadto ATC może z łatwością przetwarzać detale o różnych średnicach, co umożliwia wytwarzanie szerokiej gamy produktów.
O to chodzi!
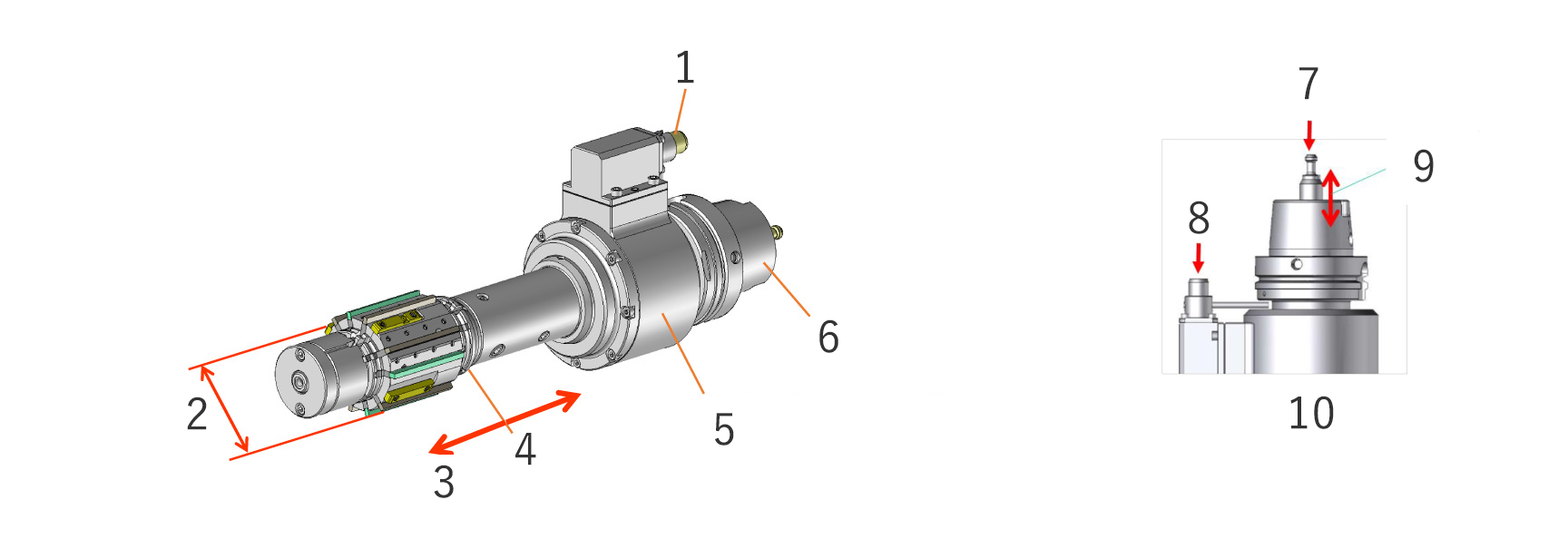
Funkcja honowania wbudowana w urządzenie
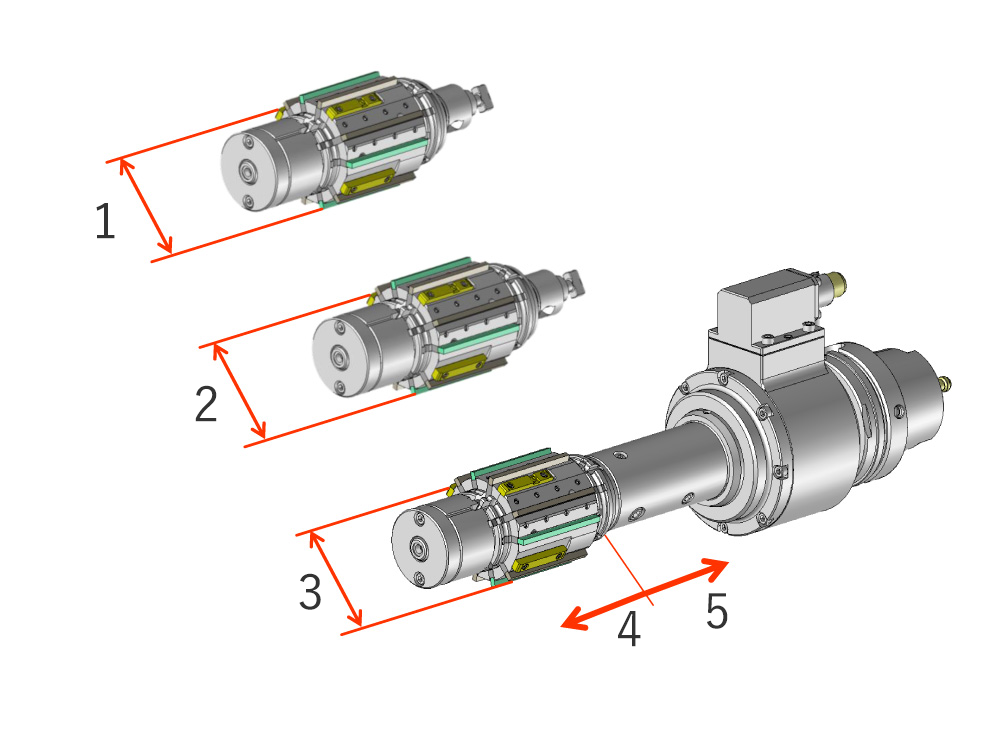
1: Trzpień napędowy
2: Średnica ustawienia: 55 ~
3: Część głowy
4: Część jednostki
5: Stały pomiar średnicy przedmiotu obrabianego za pomocą powietrza. Kompatybilny z wewnętrznym doprowadzaniem chłodziwa
6: Interfejs nr 50
7: Płyn chłodzący
8: Stały rozmiar powietrze
9: Napęd osi roboczej
10: Wyposażona w wał napędowy do rozprężania ściernicy
O to chodzi!
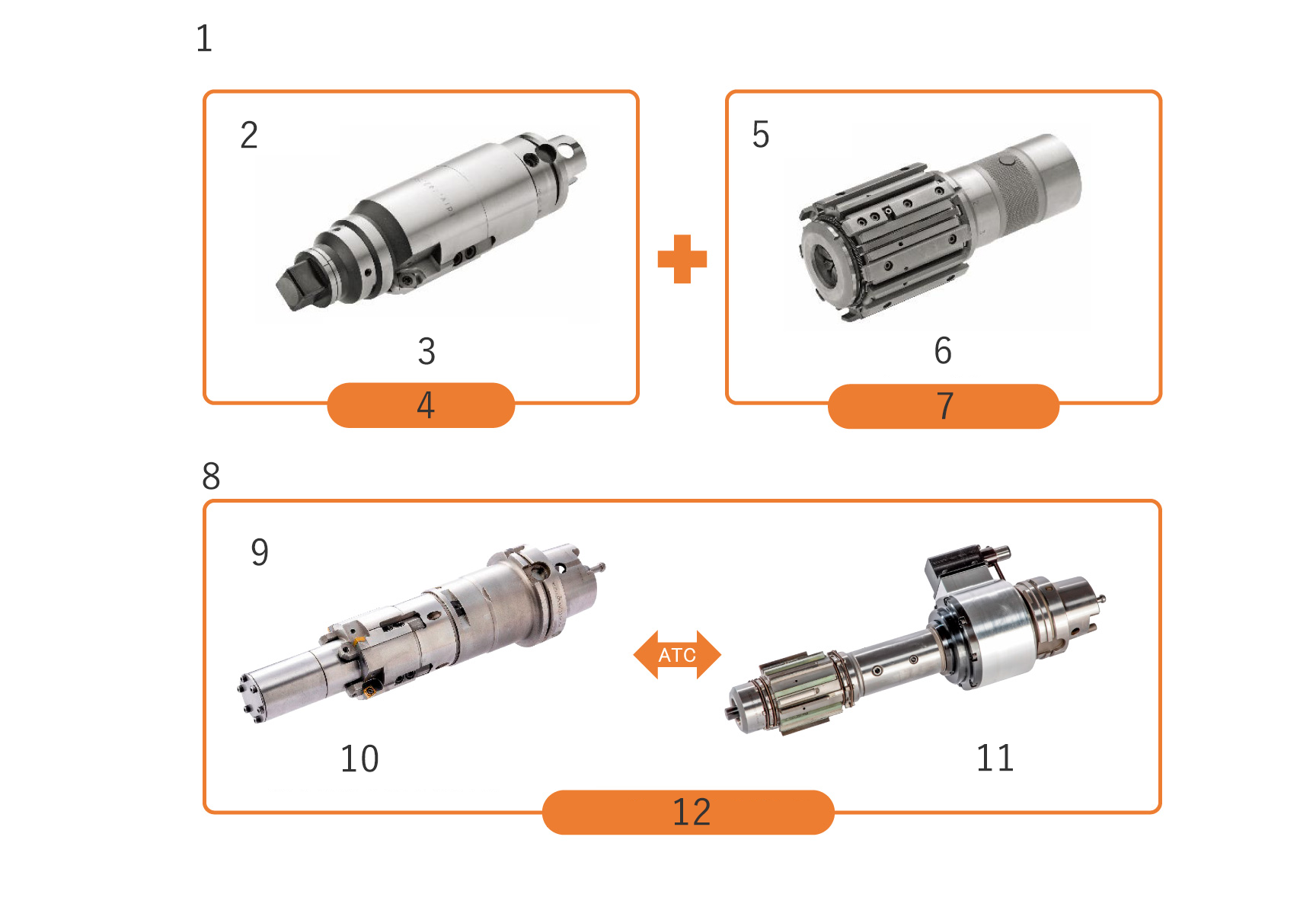
Kompletna obróbka otworów blokowych za pomocą jednego centrum obróbczego
1: Proces konwencjonalny
2: Sprzęt ①
3: Półwykończenie (1 uchwyt) – Wykończenie (1 uchwyt)
4: Centrum obróbcze
5: Wyposażenie ②
6: Obróbka honowania
7: Maszyna do honowania
8: Nowy proces
9: Sprzęt ①
10: Półwykańczająca/wykańczająca (1 uchwyt) *Jeden uchwyt na osi roboczej
11: Obróbka honowania
12: Centrum obróbcze (z osią operacyjną)
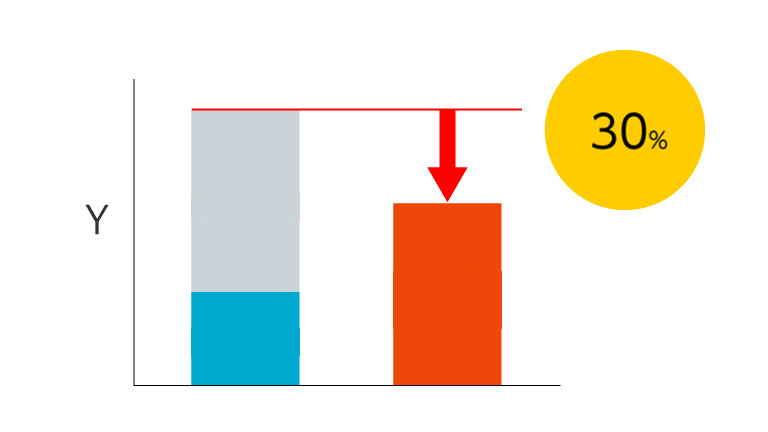
Zmniejsz inwestycje poprzez zmniejszenie liczby urządzeń
(Y: Kwota inwestycji, SZARY: Maszyna do honowania, NIEBIESKI: Centrum obróbcze, CZERWONY: Centrum obróbcze (z
osią operacyjną))
1: BHVL
Dedykowane centrum
obróbcze Enshu BH100VL
O to chodzi!
Kompatybilny z różnymi średnicami detali poprzez wymianę części głowicyDoskonały
1: Samochód typu C Średnica obróbki
2: Model samochodu B Średnica obróbki
3: Samochód typu A Średnica obróbki
4: Część głowy
5: Część jednostki
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- Ze względu na funkcjonalność produktu honowanie otworu w bloku wymaga ścisłej precyzji w zakresie średnicy, współosiowości i okrągłości.
Z tego względu przy pomiarze średnicy obrabianego przedmiotu konieczne jest rozciągnięcie ściernicy, a powszechnie stosuje się honarkę z wałem napędowym. - Jednakże wprowadzenie maszyny do honowania wymaga dużych inwestycji kapitałowych i miejsca na sprzęt.
„Punkty rozwoju”
- Głowica honująca typu ATC realizowała obróbkę honowania na centrum obróbczym wykorzystując technologię kultywowaną w głowicach honujących do konwencjonalnych maszyn honowniczych oraz wykorzystując wewnętrzny mechanizm stabilizujący oś obrotu.
- Podczas wiercenia otworów w blokach wytaczanie wstępne i honowanie odbywa się przy użyciu tego samego sprzętu, dzięki czemu nie ma konieczności instalowania oprzyrządowania do honowania, co przyczynia się do ograniczenia inwestycji.