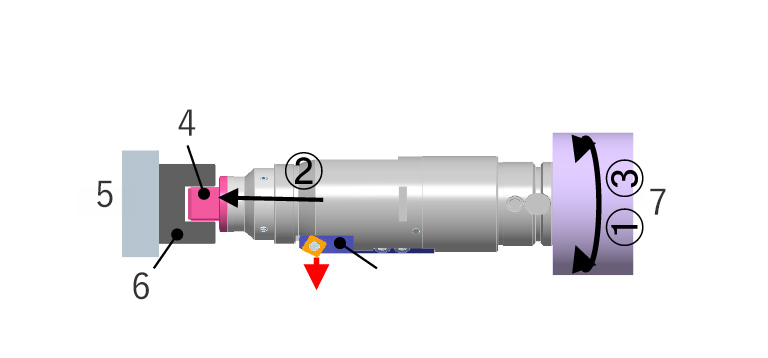
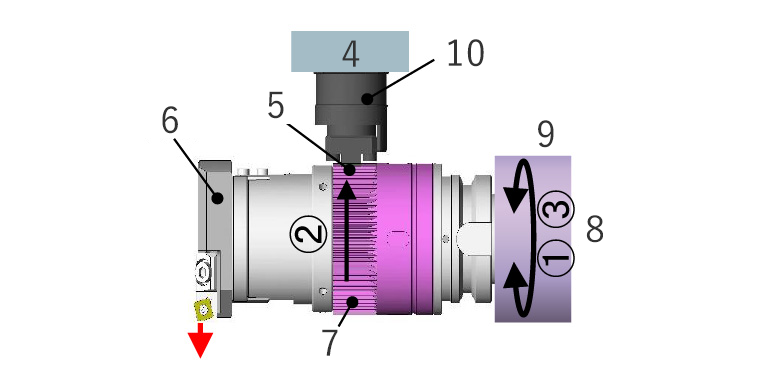
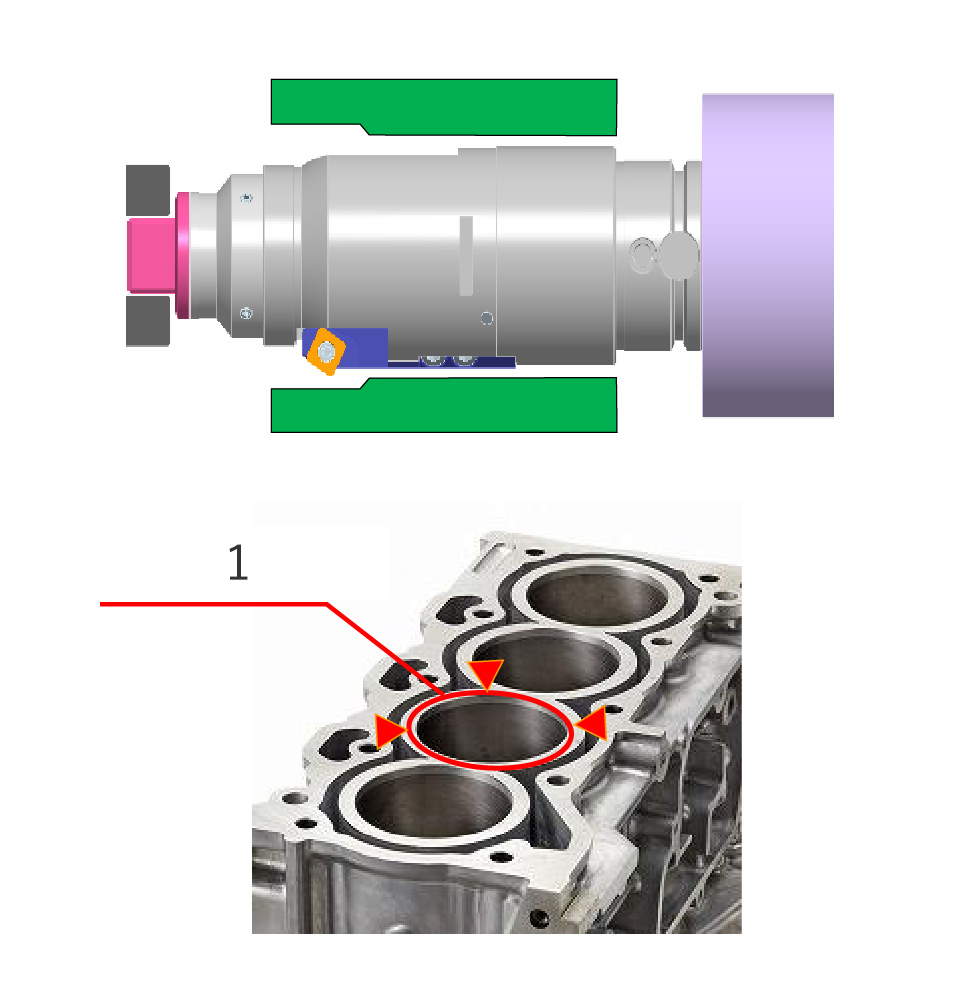
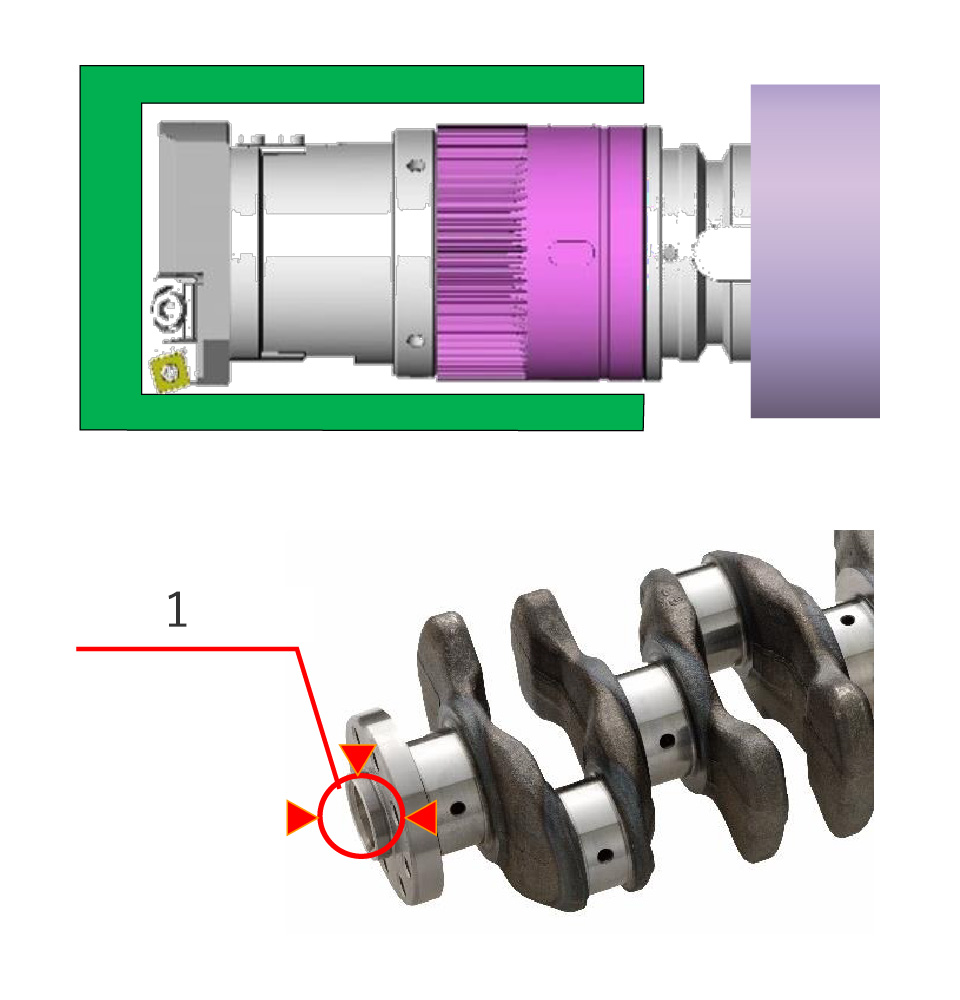
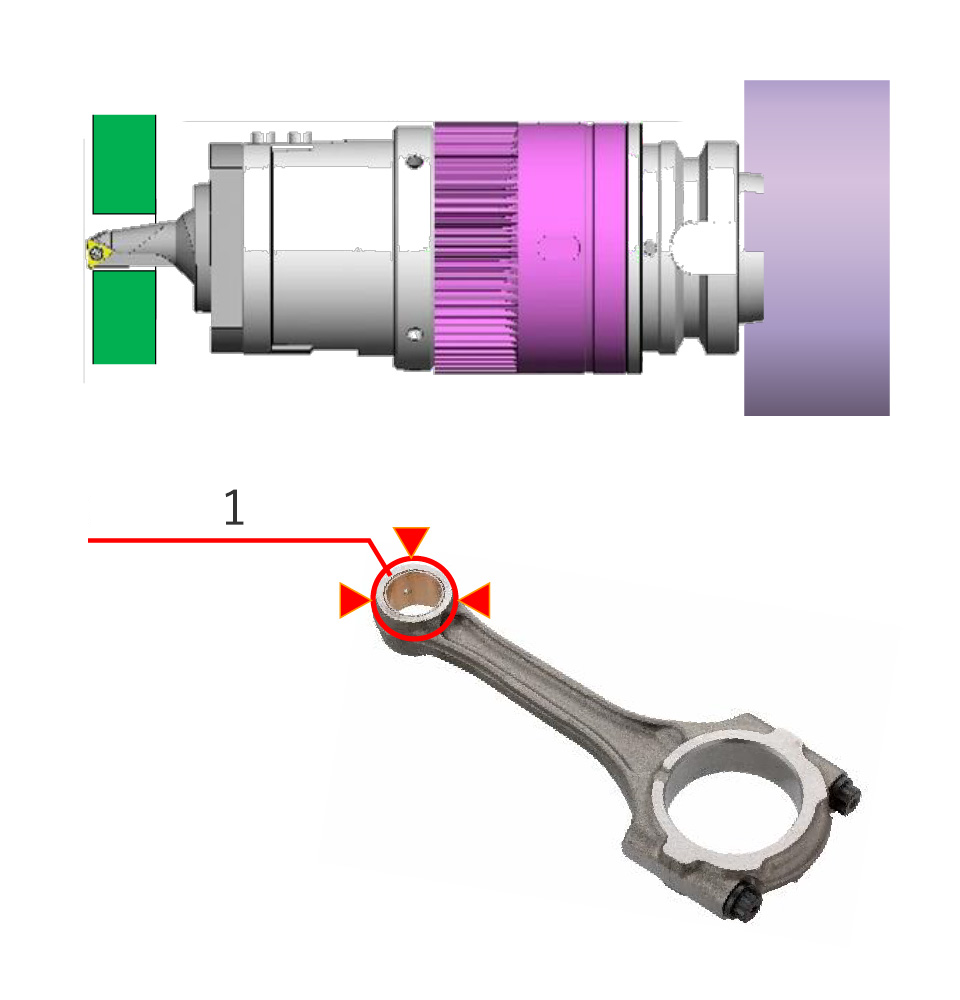
1: Orientacja wrzeciona
2: Zazębić
część zębatą pierścienia regulacyjnego z blokiem
3: Obrócić wrzeciono
lub przesunąć oś X, aby skorygować krawędź skrawającą, 4:Giga, 5: Część przekładni, 6:suwak, 7:
Dostosuj kolor, 5: Część przekładni, 6:suwak, 8:
główny szyb; 9: (Plus korekta) Dostosuj kolor (minus korekta)
10: Blok regulacyjny