

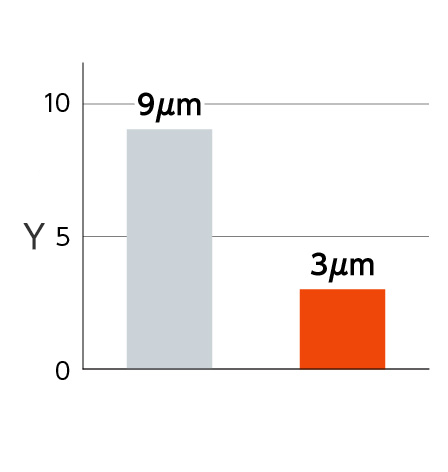
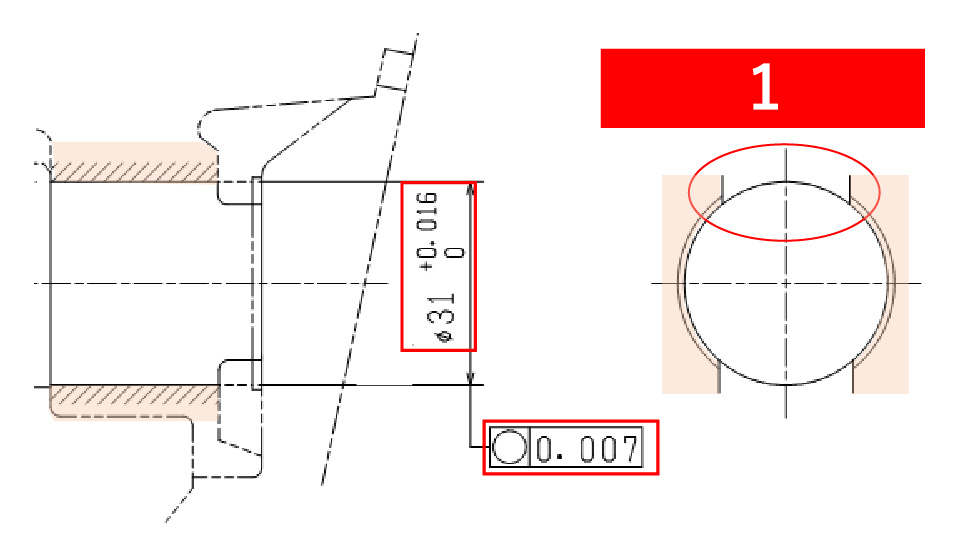
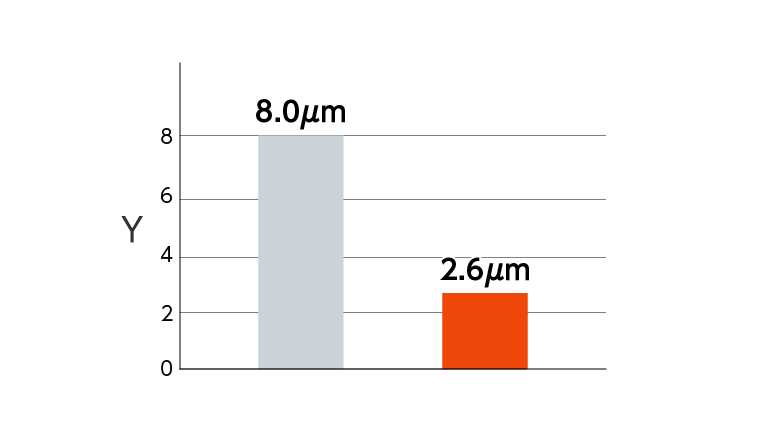
Okrągłość
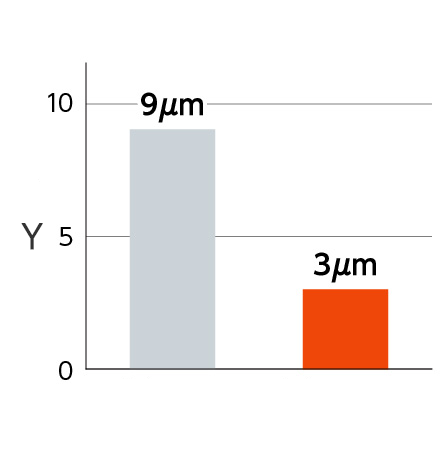
Średnica dziury
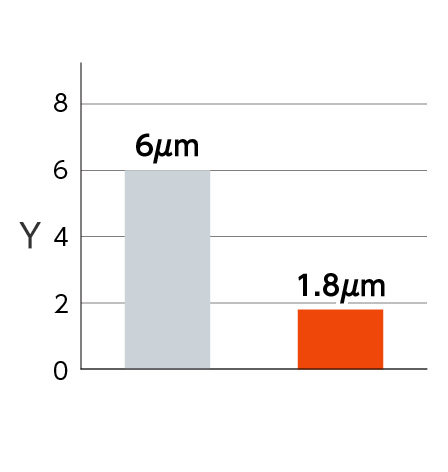
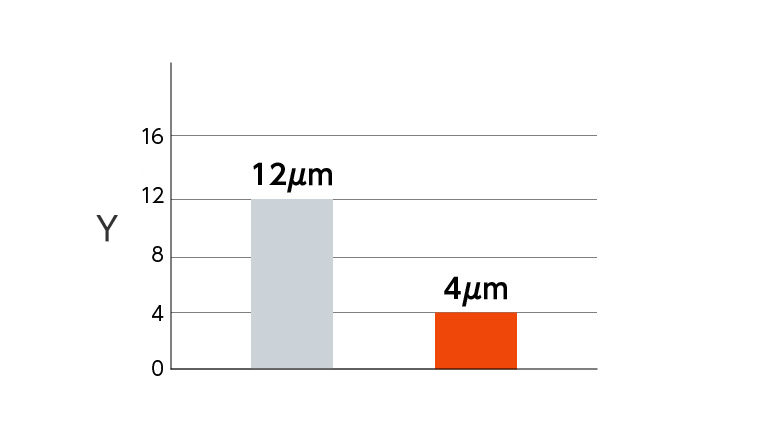
Chropowatość powierzchni

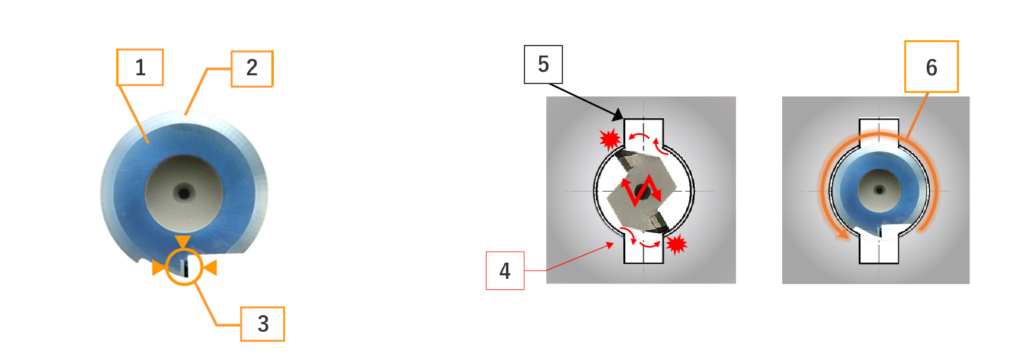
1: Częściowe zaprzestanie produkcji

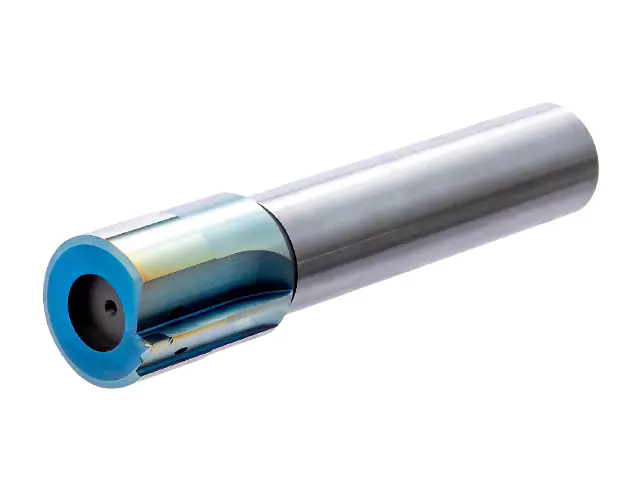
Otwór podnośnika
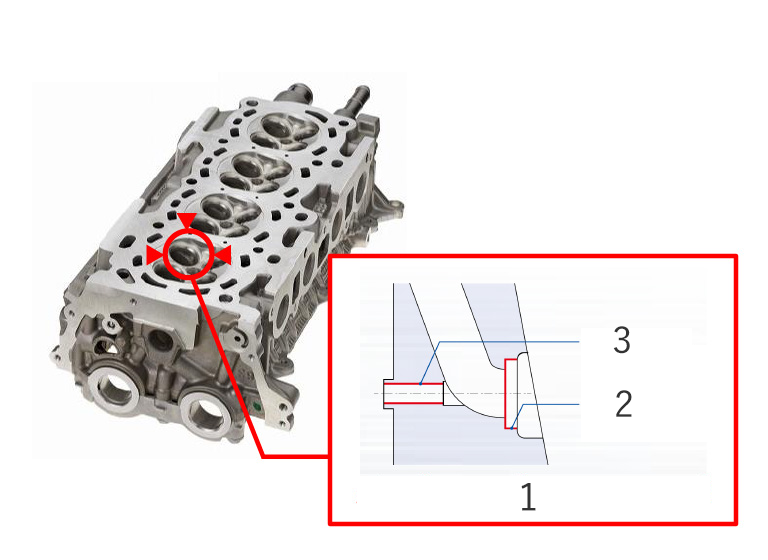
Głowica cylindra
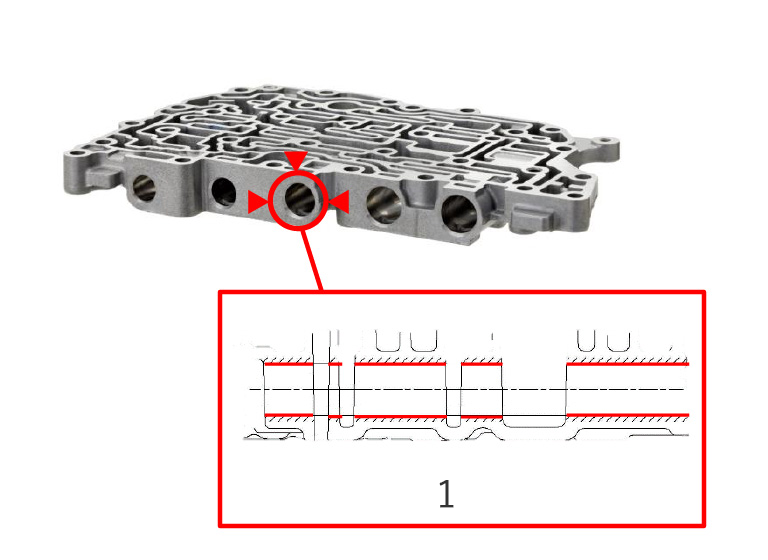

1: Częściowe zaprzestanie produkcji