„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
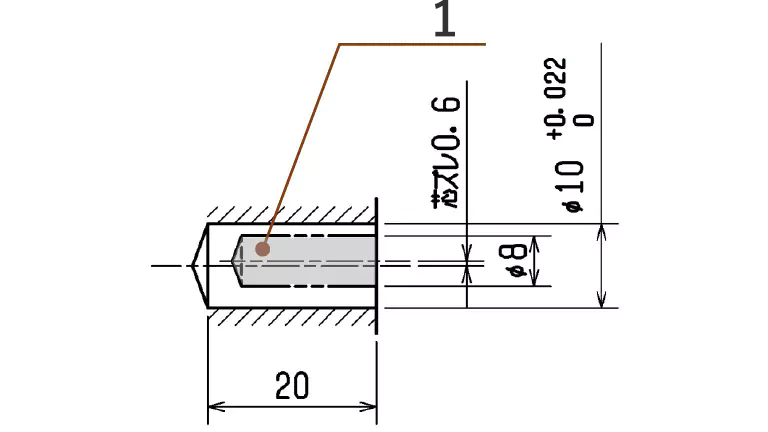
Seria wierteł GP wykorzystuje PCD jako najnowocześniejszy materiał.
Posiada wysoką odporność na spawanie z aluminium i umożliwia stabilną dokładność obróbki nawet przy obróbce jednostkowej.
Oferta obejmuje 2-ostrzowe wiertło GP do obróbki otworów pełnych oraz 3-ostrzowe wiertło GPT do wiercenia otworów odlewanych.
Korzystając z serii wierteł GP, można skrócić czas obróbki i koszty narzędzi w procesach, które tradycyjnie wymagają dwóch etapów.
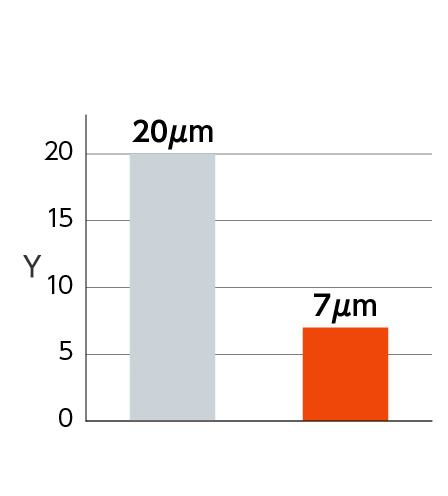
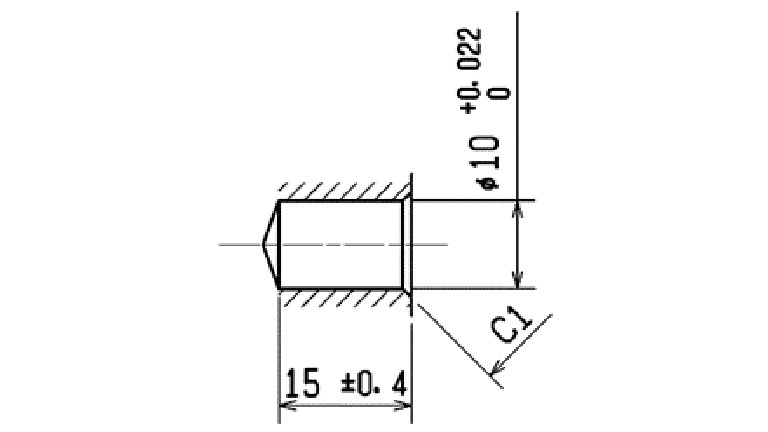
Wysoka precyzja obróbki tarczami diamentowymi
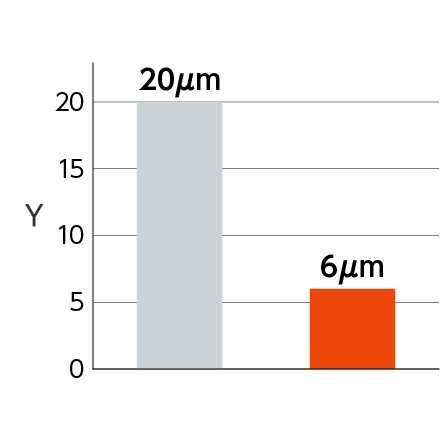
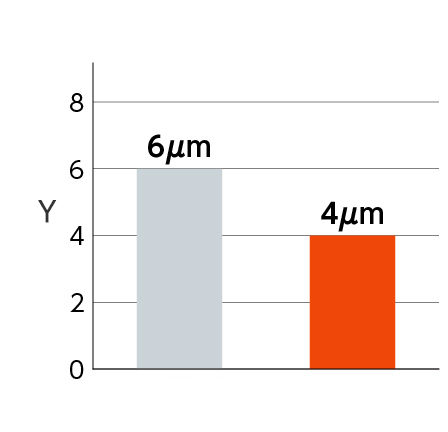
(Y: liczba testów, SZARY: wiertarka konwencjonalna, CZERWONY: Wiertarka GP)
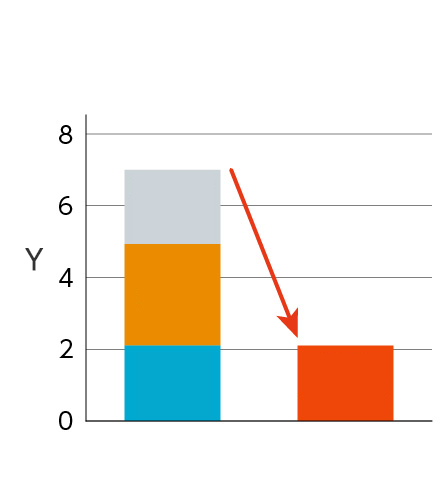
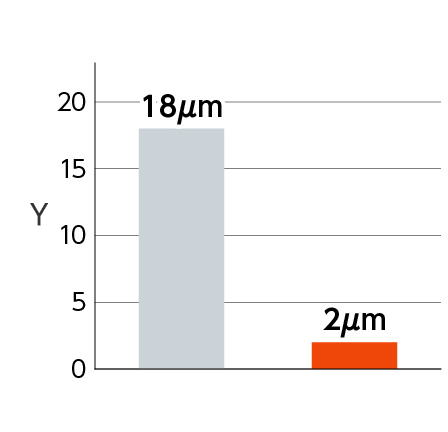
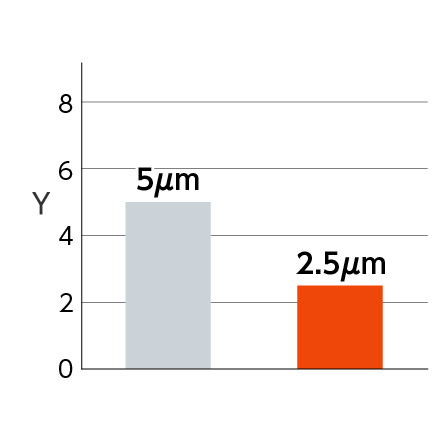
(Y: (sekund) przetwarzanie czasu, SZARY: Proces przetwarzania 2, CZERWONY: Maszyna do przetwarzania)
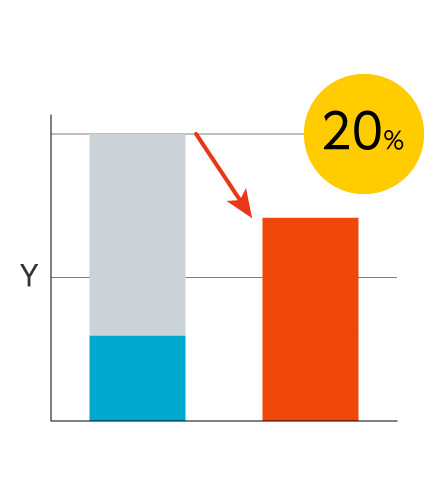
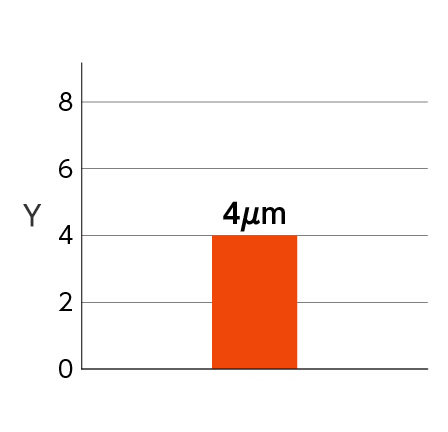
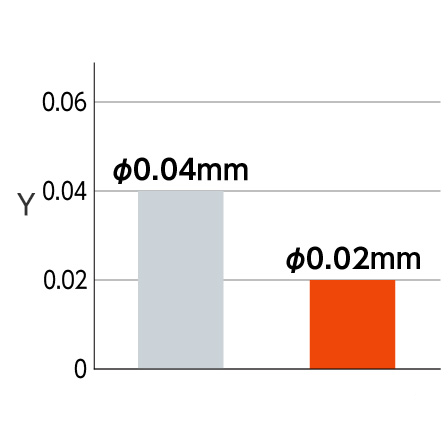
(Y: Koszt ostrza narzędzia, SZARY: Przetwarzanie 2-etapowe, CZERWONY: Maszyna do przetwarzania)
O to chodzi!
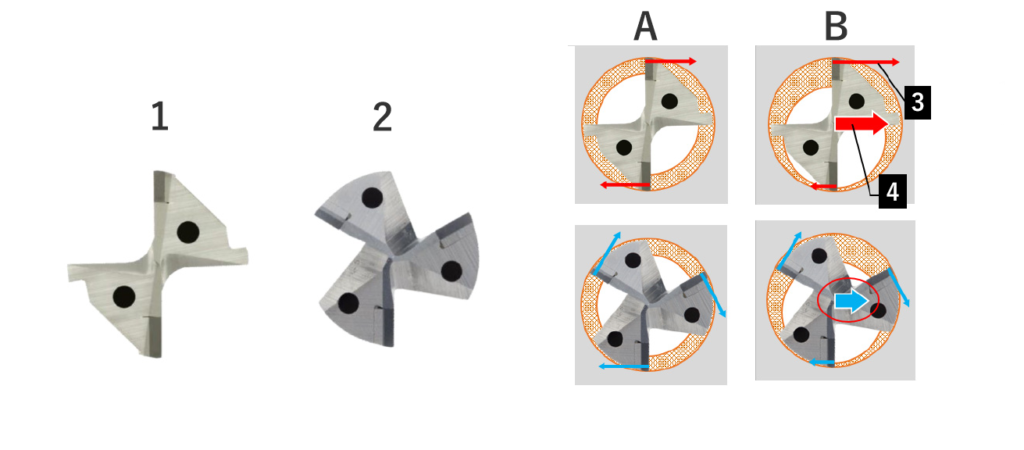
Zmiana ilości zębów poprzez obróbkę otworów surowych i odlanych
Ostrza 3-ostrzowe charakteryzują się małą siłą wypadkową i stabilną obróbką
- Dziura Muku
wiertarka GP
- Odlany otwór
Wiertarka GPT
A. Zastąpienie krzywej czasu
B. Gdy występuje odchylenie w naddatku na obróbkę
3.Odporność na cięcie
4. Połączyć siły
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- W przypadku konwencjonalnych narzędzi węglikowych problemem było spawanie aluminium do krawędzi skrawającej, co utrudniało obróbkę jednoetapową.
- Wraz z udoskonaleniem technologii kształtowania siatki wzrosła liczba detali z otworami odlanymi zamiast otworów gładkich, ale w przypadku wierteł GP z dwoma ostrzami występowały problemy, takie jak niestabilna dokładność obróbki ze względu na działanie odlanych otworów.
„Punkty rozwoju”
- W wiertarce GP zastosowano ostrze PCD charakteryzujące się dużą odpornością na spawanie z aluminium, co pozwala uzyskać stabilną dokładność obróbki nawet przy obróbce jednostkowej.
- Wiertło GPT posiada trzy zęby, dzięki czemu jest mniej podatne na działanie odlanych otworów i osiąga stabilną dokładność obróbki.