„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
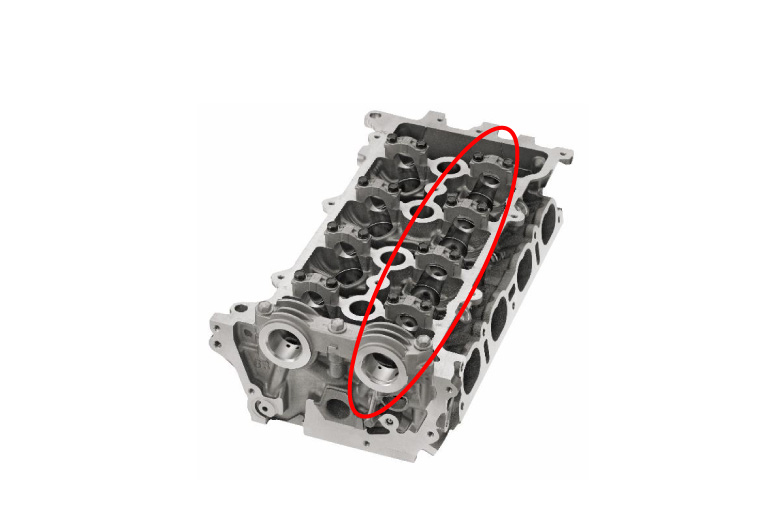
Pręty liniowe służą do obróbki otworów przelotowych o dużej współosiowości, takich jak otwory korbowe w blokach cylindrów, przy użyciu specjalnego przyrządu.
Jako producent narzędzi specjalnych, Fuji Seiko opracowuje i dostarcza pręty liniowe spełniające potrzeby klientów. Przyczyniamy się do zadowolenia klientów na różne sposoby
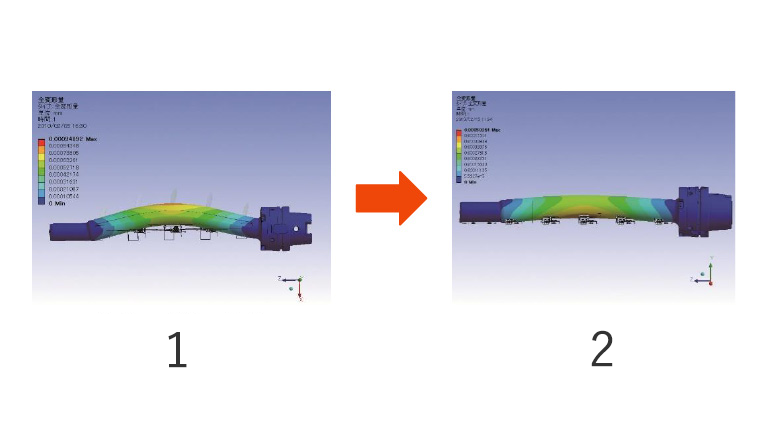
, w tym „zmniejszając inwestycje w sprzęt” poprzez konsolidację procesów obróbki zgrubnej i wykańczającej, „poprawiając produktywność” za pomocą automatycznego mechanizmu korekcyjnego oraz zwiększając sztywność poprzez superhartowanie głównego korpusu .
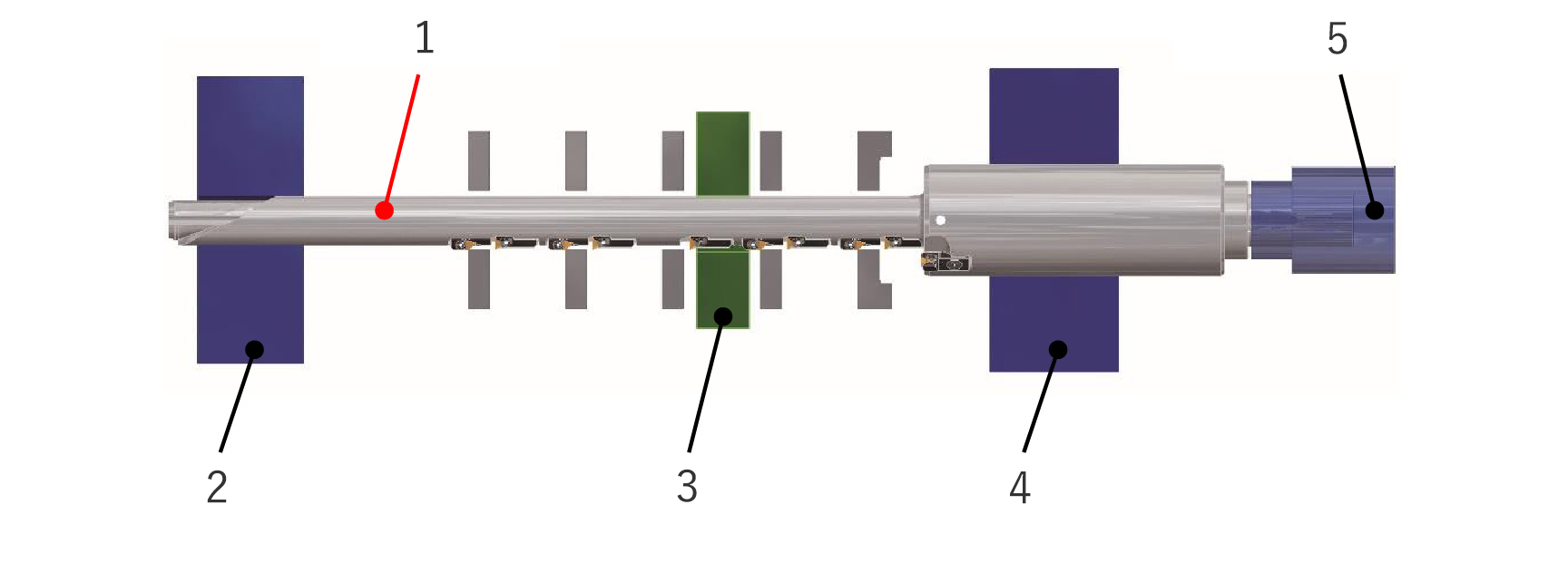
Konfiguracja turystyczna z ogólną maszyną dedykowaną
1: Pasek liniowy
2: Giga (Tuleja podporowa)
3: Giga (Tuleja podporowa)
4: Giga (Tuleja podporowa)
5: Pływający uchwyt
O to chodzi!
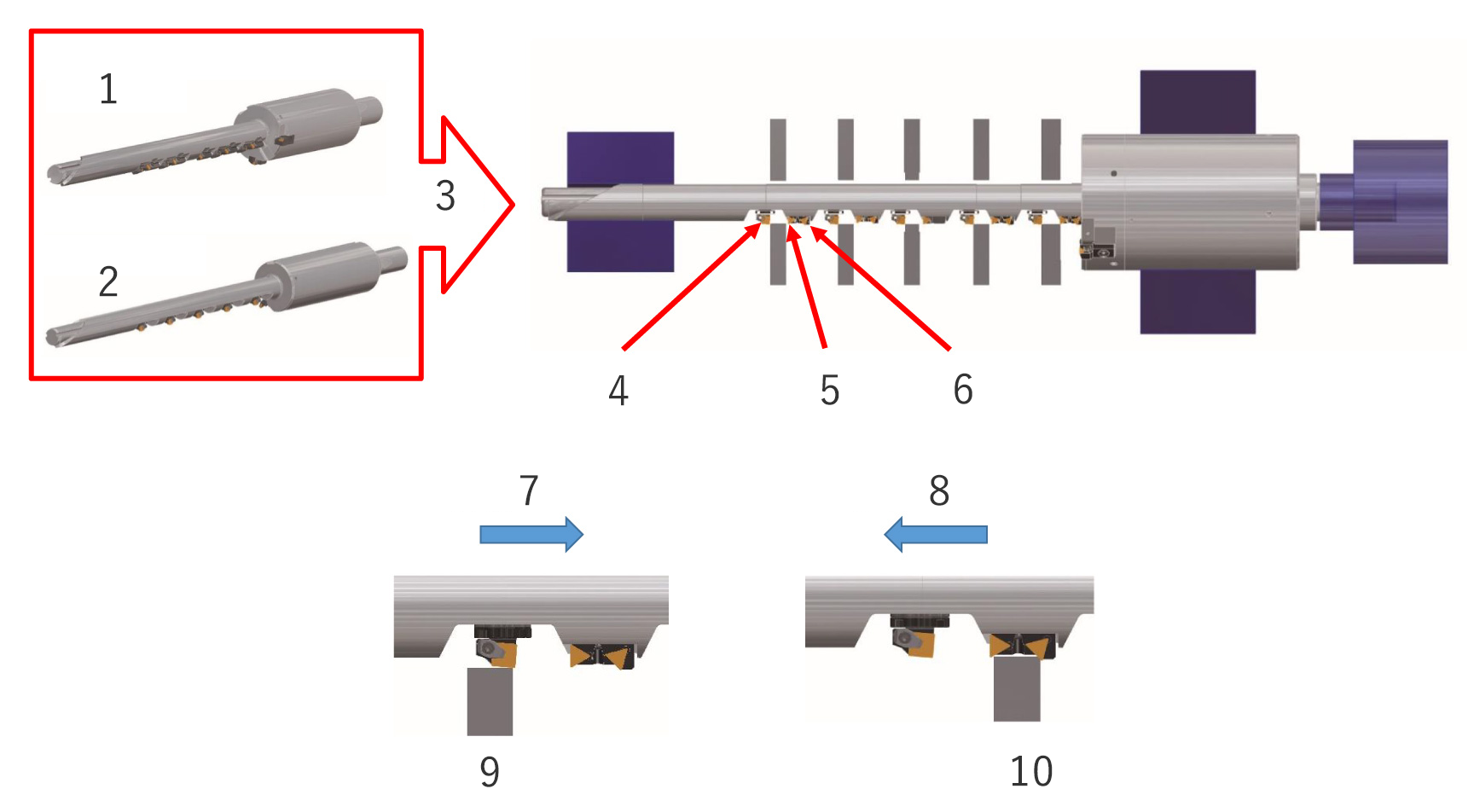
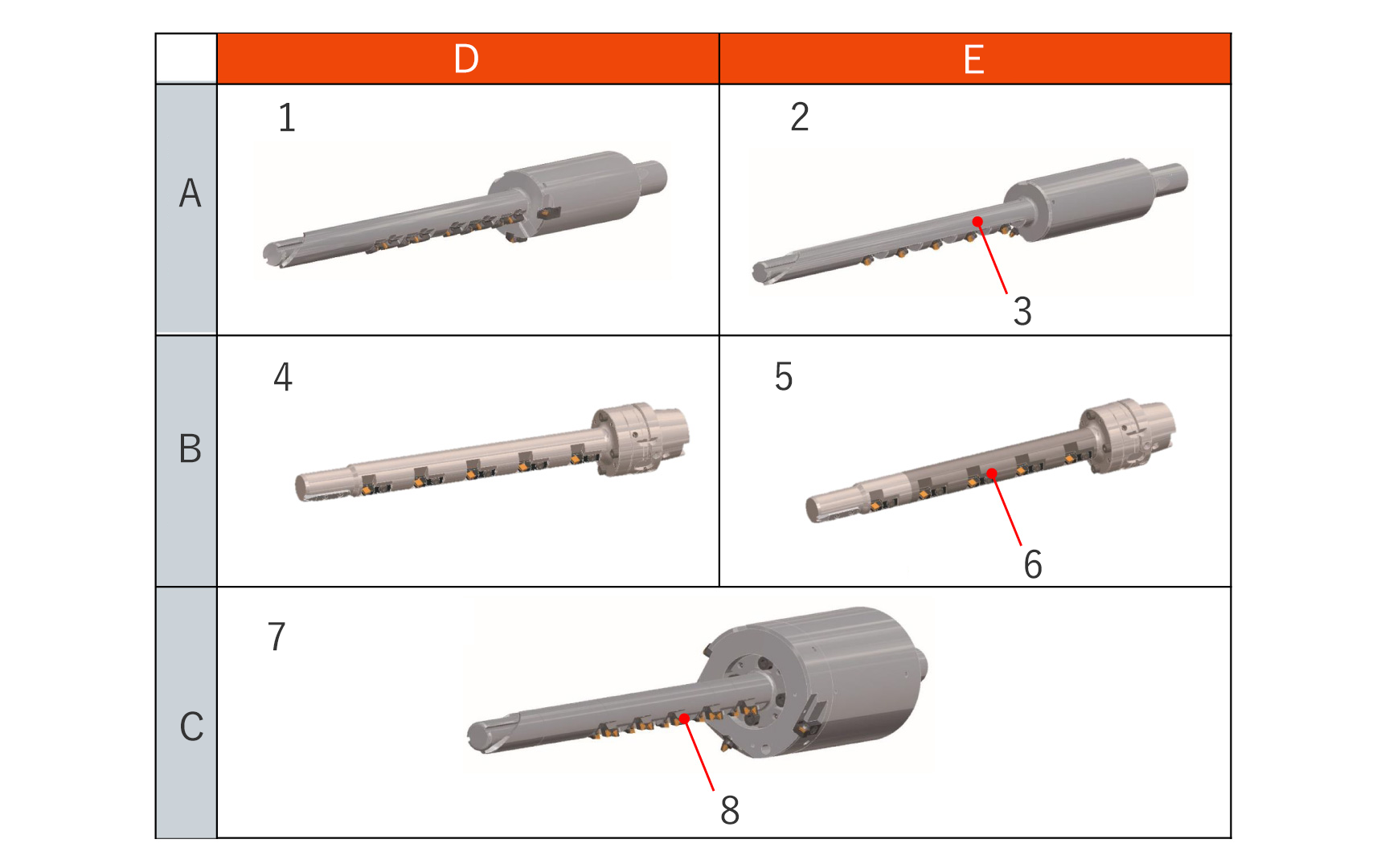
Zakończone jedną linią ze względu na integrację procesu
1: Do obróbki zgrubnej
2: Do obróbki wykańczającej
3: Zbiór
4: Ostrze wykańczające
5: Ostrze szorstkie
6: Ostrze fazowane
7: Przetwarzanie ciągnące
8: Pilny
9: Podczas obróbki końcowej
10: Podczas obróbki zgrubnej i fazowania
O to chodzi!
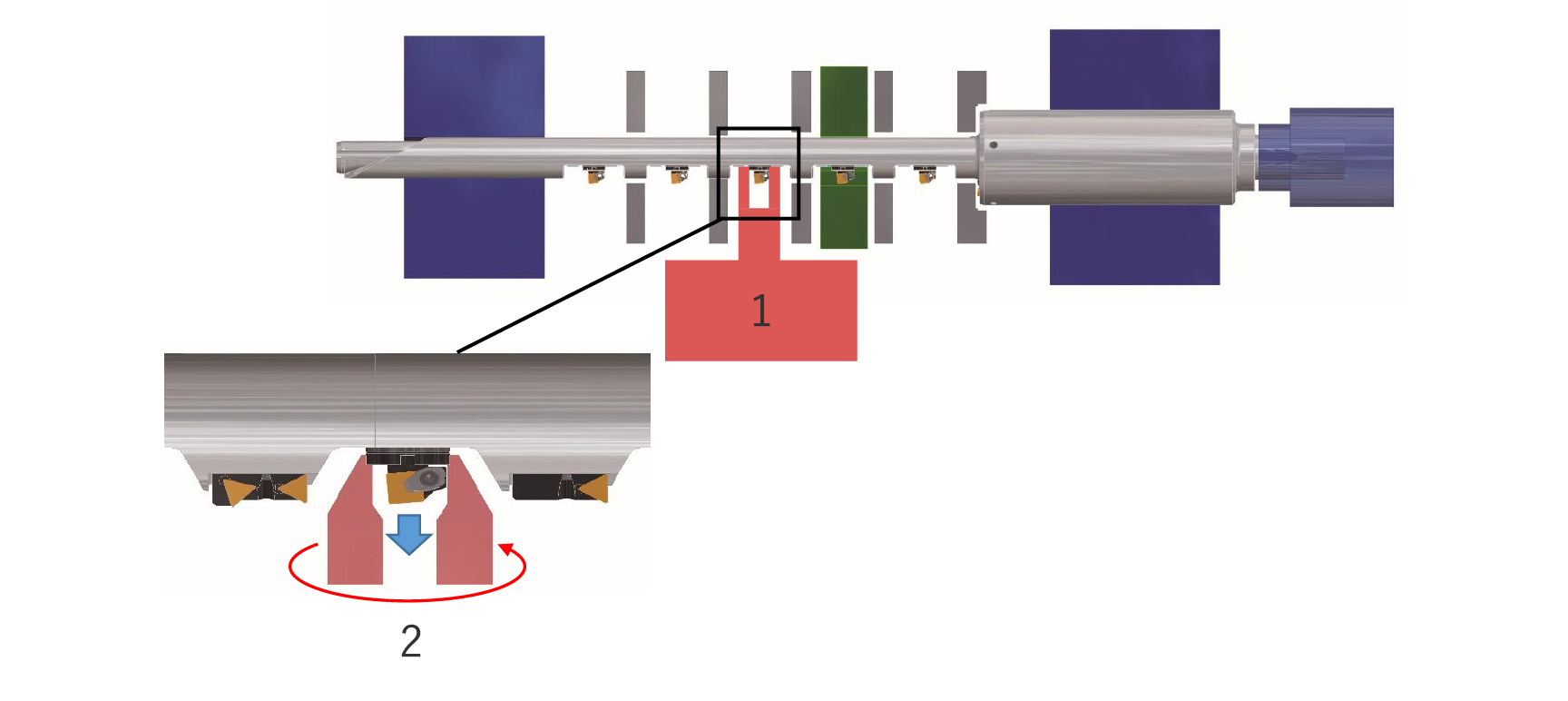
Kompatybilny z automatyczną korekcją średnicy za pomocą modułu korekcyjnego
1: jednostka korekcyjna (strona wyposażenia)
2: Skoryguj, obracając pierścień regulacyjny modułu precyzyjnej regulacji, korzystając z modułu korekcji po stronie urządzenia.
O to chodzi!
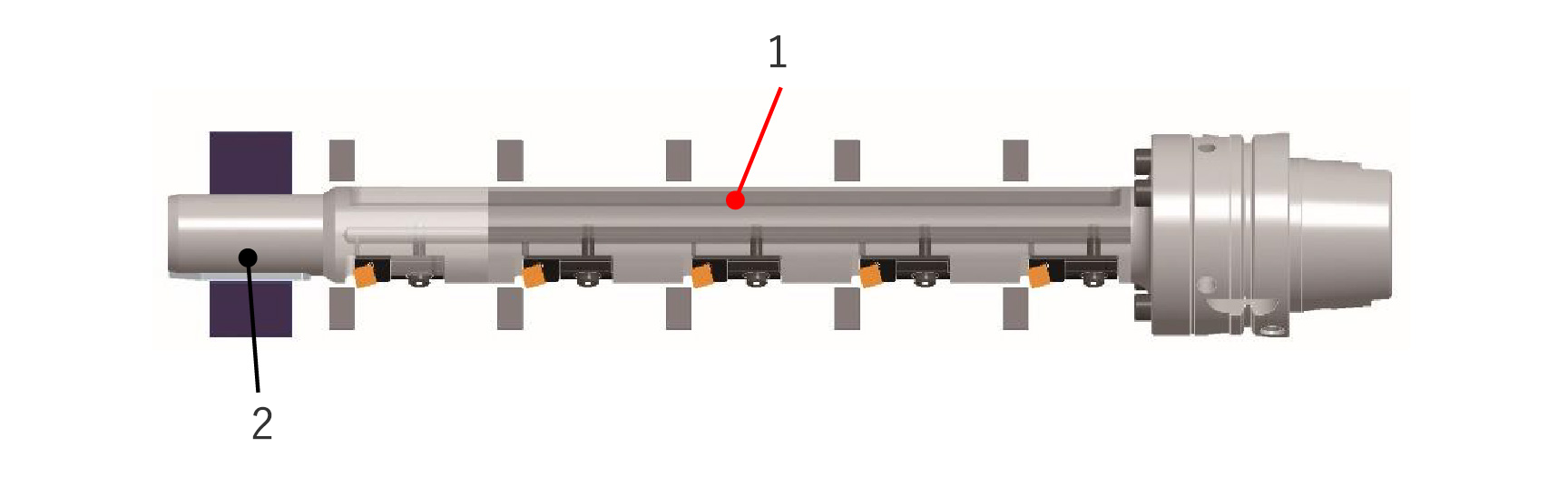
większona sztywność dzięki super hartowaniu głównego korpusu
1: Giga (Tuleja podporowa)
2: Trzonek z węglika
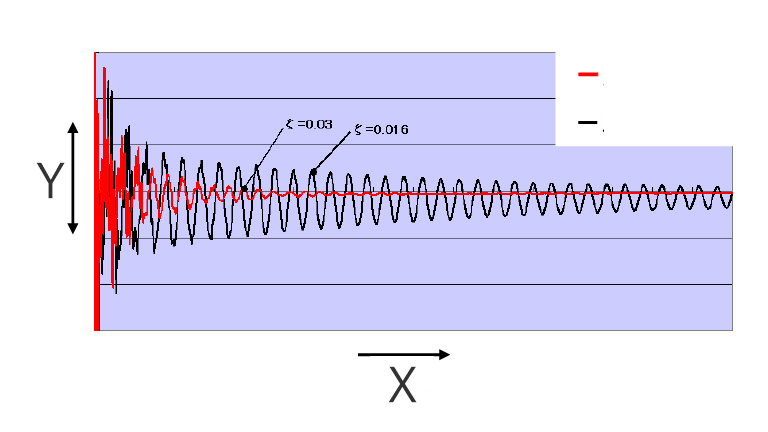
1: Stalowy trzonek
2: Trzonek z węglika
(Y: przyśpieszenie , X: Czas, CZERWONY: Trzon z węglika, CZARNY: Trzon stalowy)
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- Obróbka otworów przelotowych za pomocą pręta liniowego wiąże się z surowymi wymaganiami dotyczącymi dokładności obróbki, takimi jak okrągłość i współosiowość, co utrudnia uzyskanie dobrego stanu produktu.
- Inwestycja w sprzęt była duża, ponieważ potrzebny był drogi sprzęt, a zatrzymanie sprzętu z powodu regulacji średnicy podczas wymiany płytek powodowało stratę czasu.
„Punkty rozwoju”
- Opracowujemy prowadnice liniowe, które wykorzystują podstawowe technologie, takie jak precyzyjna regulacja, wysoka sztywność i integracja procesów, które rozwinęliśmy poprzez produkcję narzędzi, i przyczyniamy się do radości naszych klientów w zakresie poprawy produktywności, zwiększenia precyzji i ograniczenia inwestycji w sprzęt.Masu.