„Jestem taki szczęśliwy i niesamowity!”
── Jestem taki szczęśliwy! niesamowity! Przedstawiamy pomysły i technologie ──
Sprężynowy uchwyt do gratowania posiada specjalnie ukształtowaną krawędź tnącą oraz wbudowany mechanizm dociskowy.
Przyczynia się do skrócenia czasu cyklu, reagując na zmiany wewnętrznej średnicy przedmiotu obrabianego i usuwając zadziory z wielu otworów jednocześnie.
Posiada również podkładkę prowadzącą, która stabilizuje wydajność cięcia podczas usuwania zadziorów.
O to chodzi!
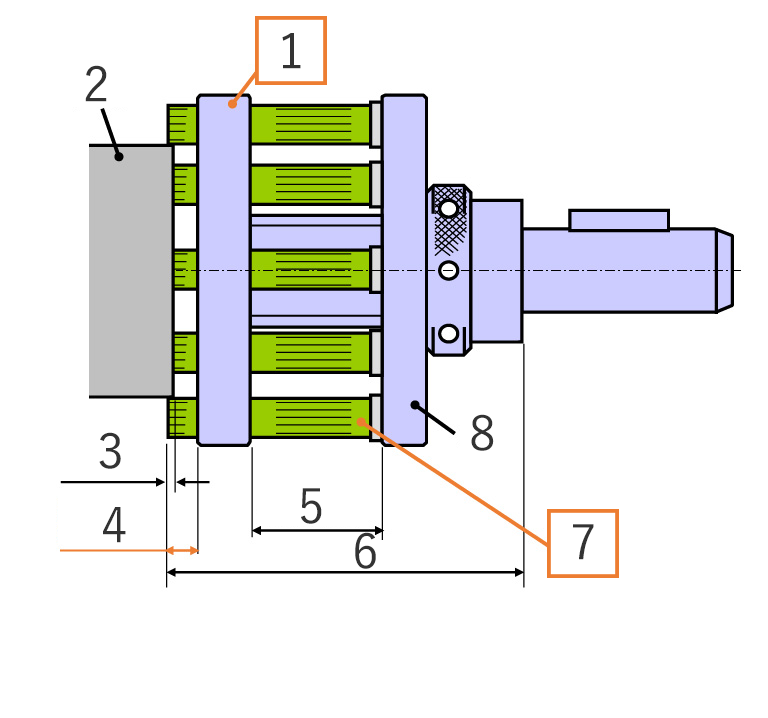
Płytka prowadząca szczotki zapobiega rozprzestrzenianiu się szczotki
1: Płytka prowadząca szczotki
2: Praca
3: Kwota pchania 0,5 ~ 1,0
4: Występ: 5 ~ 10
5: Przym.około 30
6: 140 i więcej
7: Szczotka sementowa
8: Otrzymanie pieniędzy
O to chodzi!
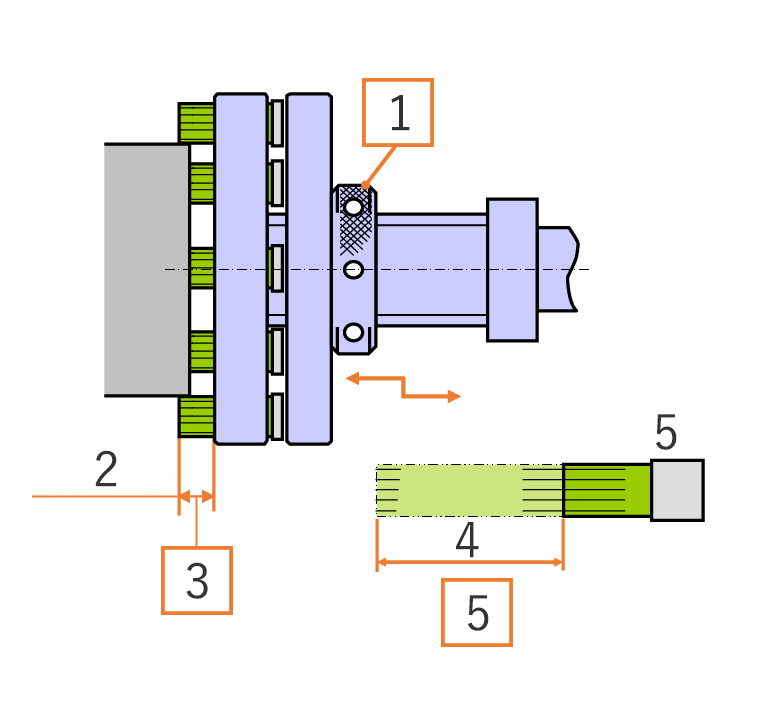
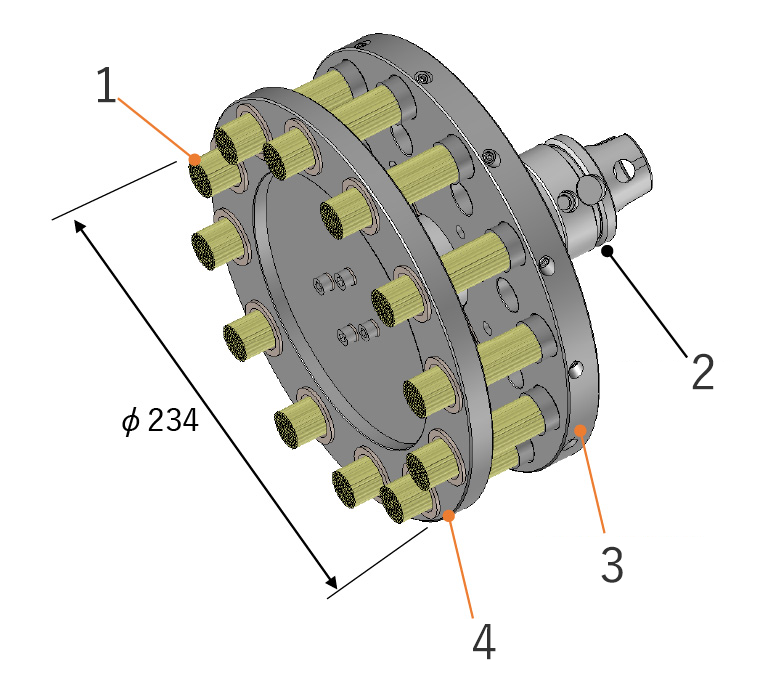
Wysuń szczotkę za pomocą nakrętki regulacyjnej
1: Nakrętka regulacyjna
2: Występ: 5 ~ 10
3: Wielkość występu szczotki można regulować, aby utrzymać mocny korpus.
4: Nawet jeśli szczotka się zużyje, można ją wyregulować i użyć ponownie.
5: Opłata za użytkowanie
6: Szczotka sementowa
Koncepcja rozwoju/koncepcja produktu
„Aktualny stan i problemy”
- Tradycyjnie najpopularniejszym rodzajem szczotek do obróbki powierzchni były szczotki garnkowe, ale stabilne usuwanie zadziorów było trudne, ponieważ włosie rozsypało się pod wpływem siły odśrodkowej, a wydajność cięcia pogarszała się z powodu ścierania włosia.
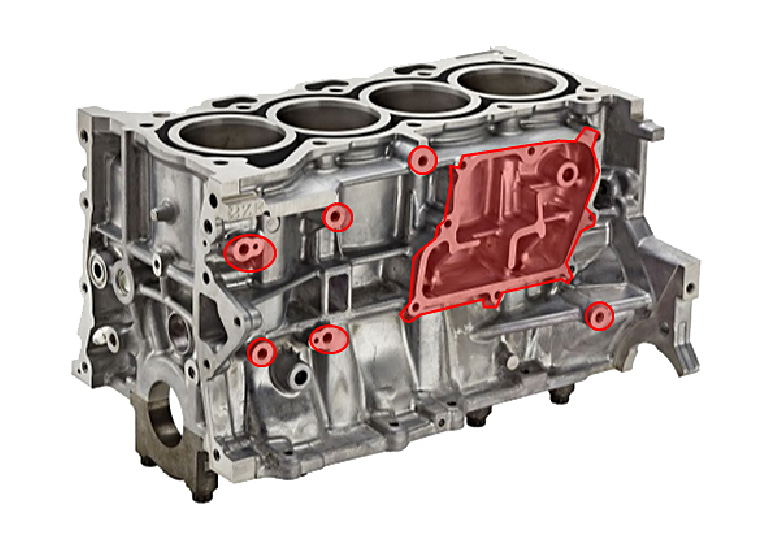
- Jeżeli powierzchnia obróbki przedmiotu jest szeroka, obróbka szczotką o małej średnicy wymaga czasu obróbki.
„Punkty rozwoju”
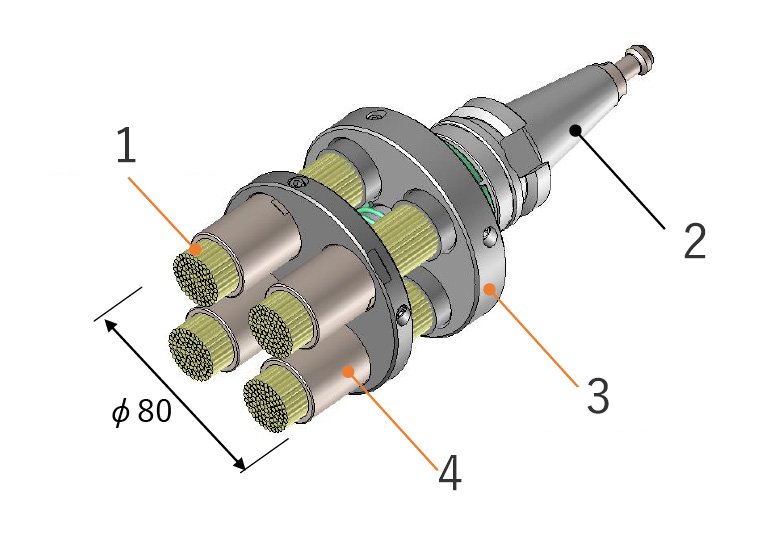
- Segmentowy uchwyt do gratowania wykorzystuje płytkę prowadzącą szczotki, aby zachować sztywność szczotki, co zapewnia doskonałą wydajność cięcia.
Ponadto, gdy szczotka się zużyje, istnieje mechanizm jej wypychania, dzięki czemu szczotkę można wykorzystać do końca, nie marnując jej, co przyczynia się do „zmniejszenia kosztów narzędzi skrawających” i „poprawy produktywności” poprzez zmniejszenie częstotliwości czyszczenia szczotką wymiana.
Opracowaliśmy także uchwyt szczotek o dużej średnicy, dzięki któremu możliwe jest skrócenie czasu obróbki detali o dużych powierzchniach obróbczych.