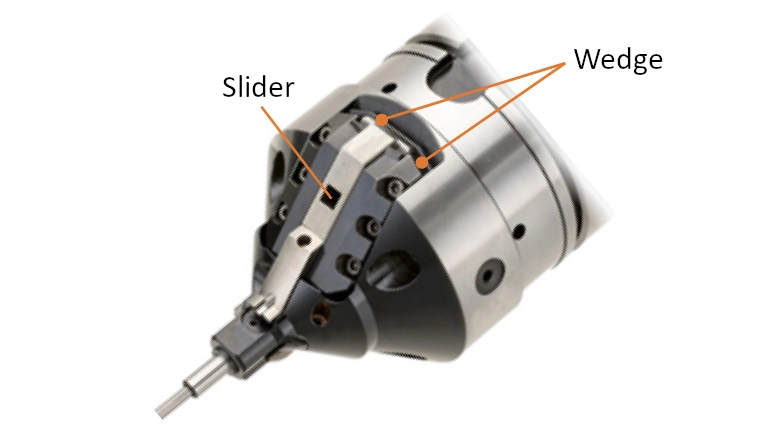
Unique slider mechanism using wedge pressing pressure ensures stable machining accuracy over the long term
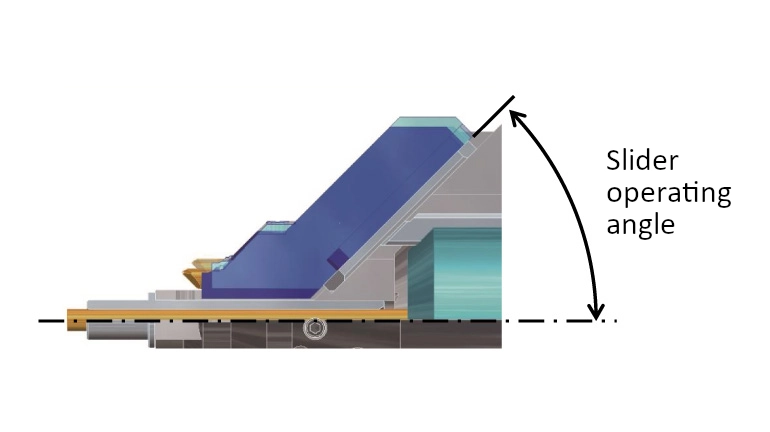
We possesses manufacturing technology to produce slider operating angles with high precision


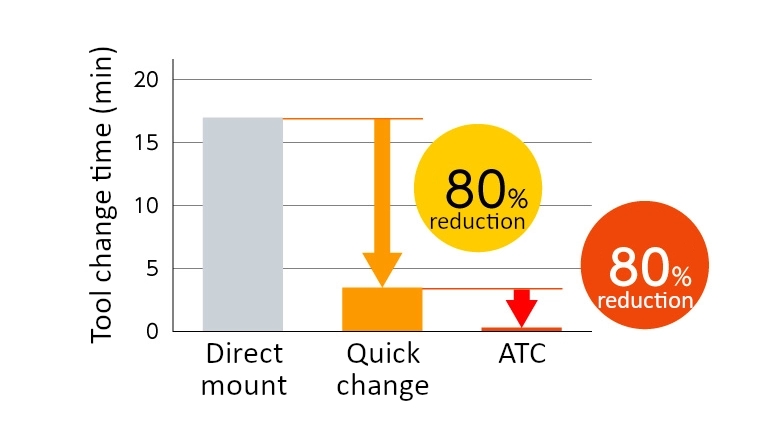
Direct mount specification
Equipment: dedicated machine Minimum protrusion length from spindle

Quick Change specification
Equipment: dedicated machine Quick tool replacement is possible

ATC specification
Equipment: machining center (with operating shaft) Ideal for high-mix production Automatic tool change