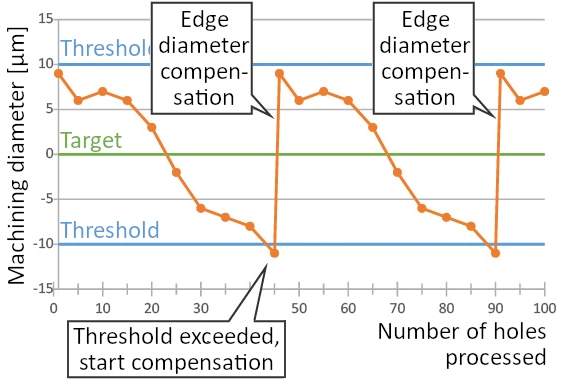
The QT tool utilizes the functions of a machining center to achieve automatic compensation, enabling machining on general-purpose machines.
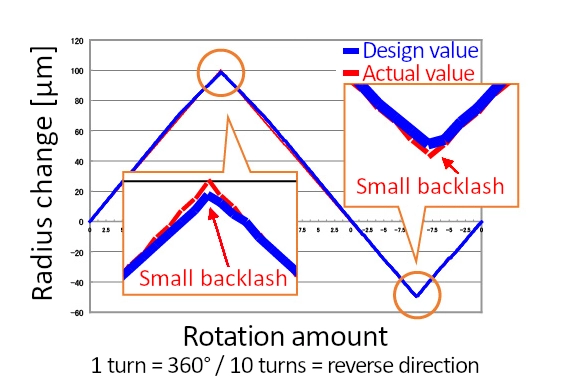
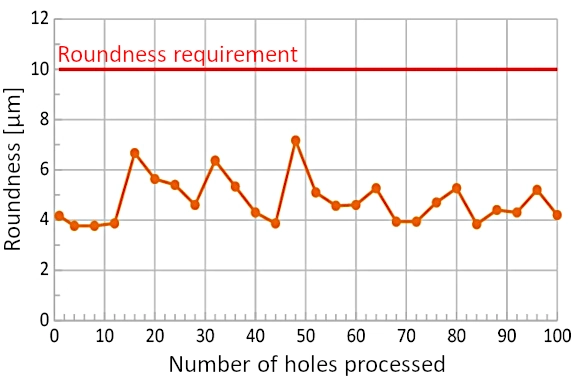
Its unique built-in mechanism enables highly precise fine adjustment in ø2.5 µm increments.
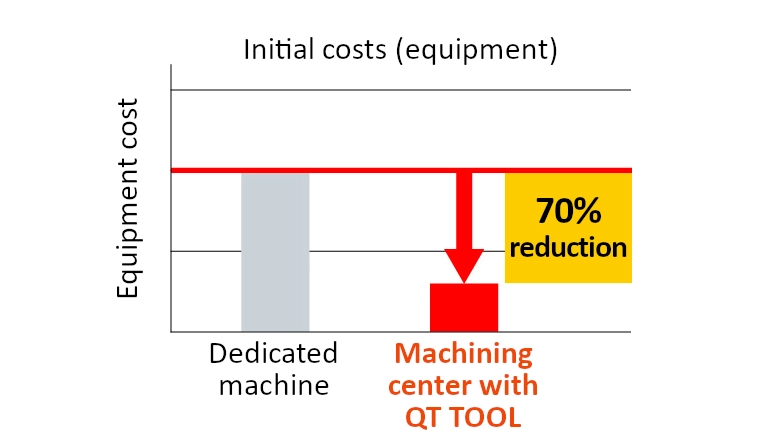
The new tool realizes “high productivity,” “high-precision machining,” and “reduced capital investment.”