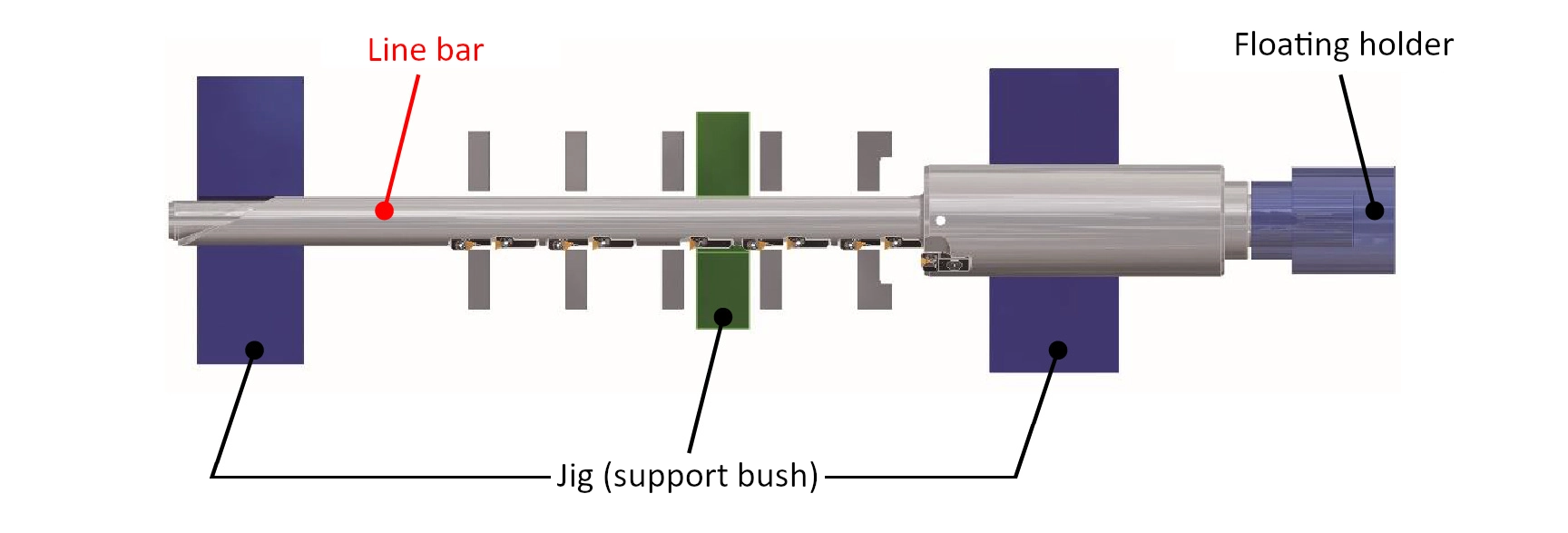
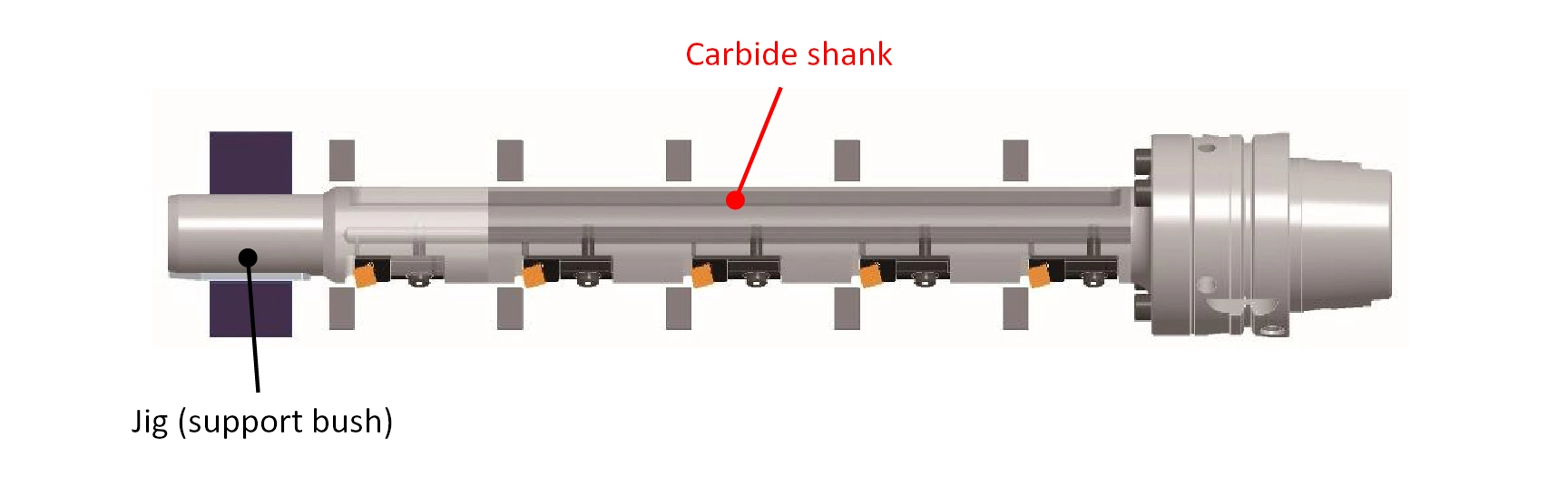
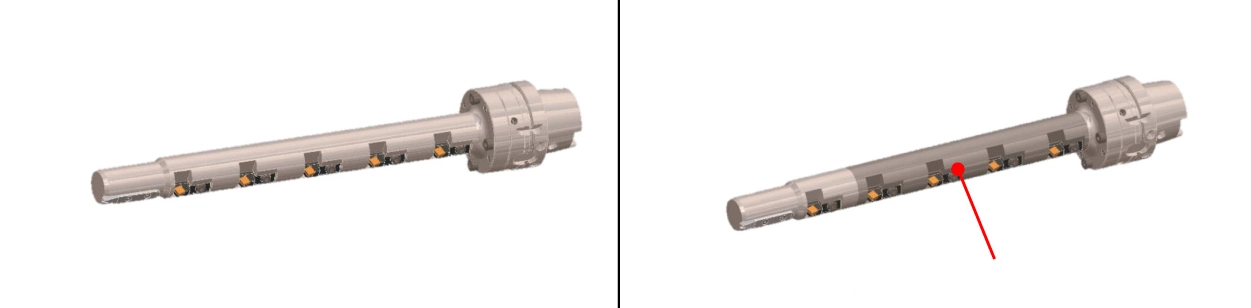
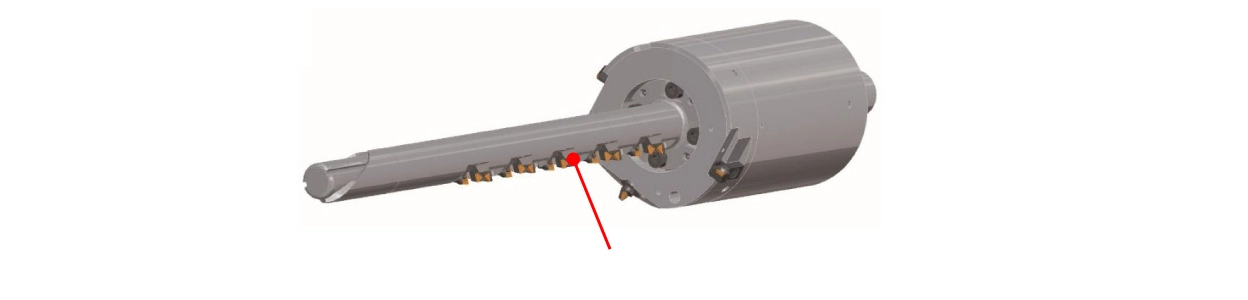
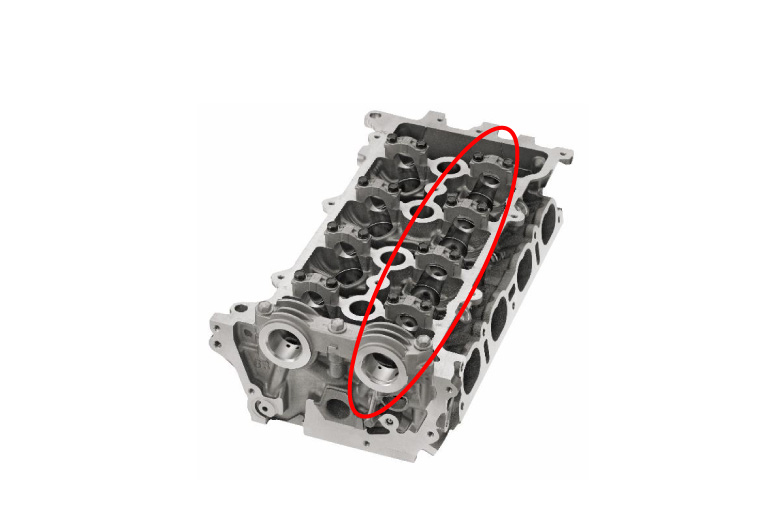
Line bars are used for machining bore holes with strict coaxiality, typical requirement for crank holes in cylinder blocks, using special jigs. As a special tool manufacturer, we develop and provide line bars that meet customer needs.
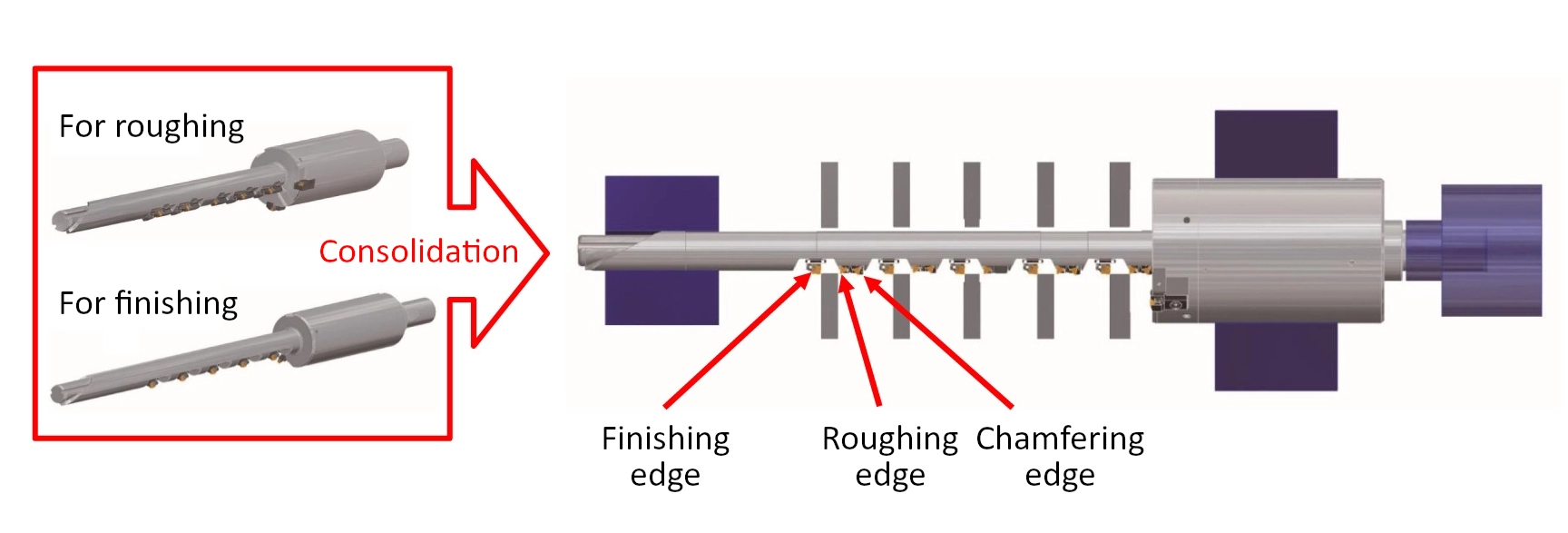
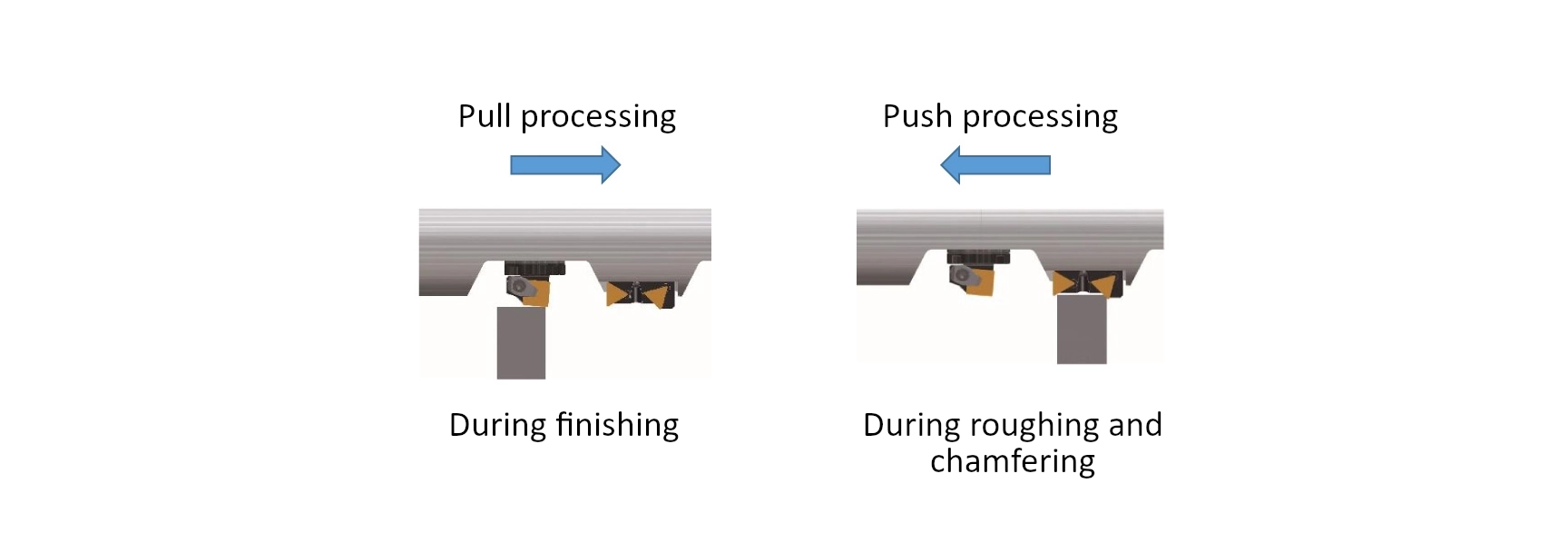
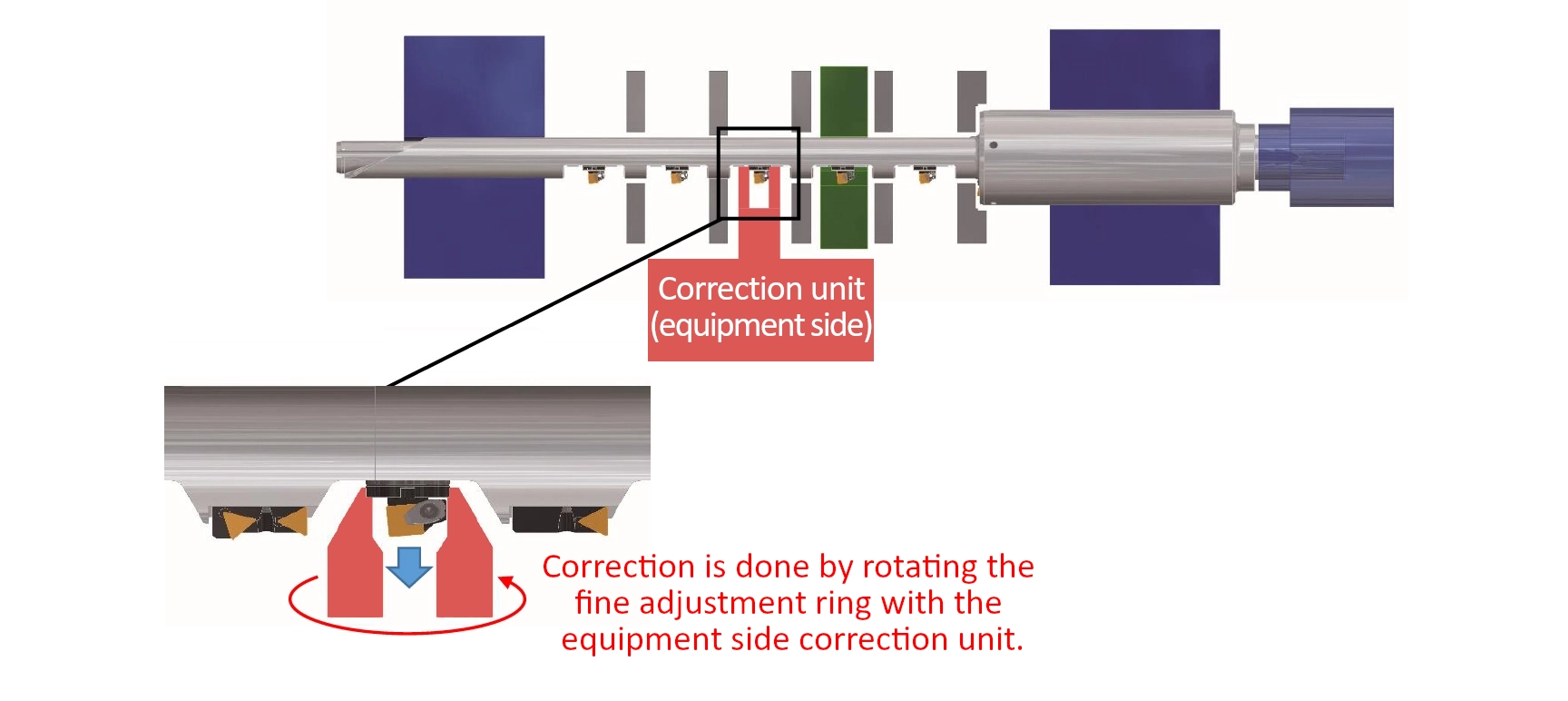
We contribute to customer happiness through various approaches, such as “equipment investment reduction” by process integration of roughing and finishing, “productivity improvement” by automatic compensation mechanism, and rigidity increase by super-hardening of the tool body.