Original breaker for chip separation! A versatile drill with a chip-breaker!
High chip breaking capacity
Eliminates chip entanglement and residues
No need to rebuild chip-breaker after regrinding
32nd Naming contest of Nikkan Kogyo Shimbun newspaper, Humorous naming award winner
Fine chip division
Japan's Tooling Assocation ECO AWARD
Amazing facts!
── Introducing ideas and technologies ──
The original chip breaker geometry of the Parapara Drill is applied to the drill flute, resulting in a high chip breaking capacity and eliminating the problems of chip entrapment and residues. Contributes to the elimination of post inspection processes. The breaker shape is regrinding-ready, does not need any extra processing after regrinding, therefore it can be easily reground.
Chip shapeGood!
Chips from conventional drill
Chips from Parapara drill
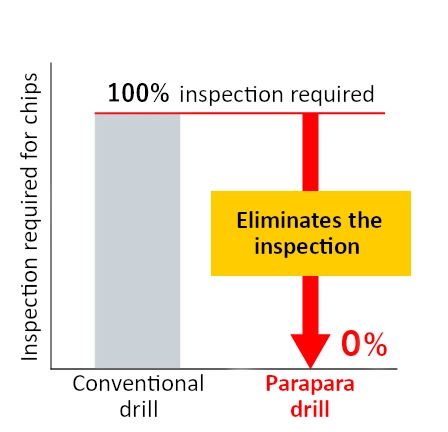
Completely eliminates the inspection for chips!
This is the point!
High chip breaking capacity with original breaker shape
Excellent!
Original chip-breaker
The original chip-breaker has high chip breaking capacity!
The chip-breaker is applied parallel to the feed direction. To resharpen, just grind the cutting edge
The chip-breaker can also be added to existing drills!
Development / product concept
“Current status and challenges”
During the drilling process, problems such as chips getting wrapped around, remaining on the workpiece/jigs, and accumulating occur. Additional regular cleaning and inspection processes were required.
Conventional drills with nicks or breakers do not have sufficient chip breaking ability, and the breaker shape needs to be recreated for regrinding, which poses issues in versatility, chip breaking ability, and regrinding.
“Development points”
We solved these problems by adopting an original breaker shape for the Parapara drill, and developed a drill that has both „high chip breaking ability” and „ease of resharpening”.