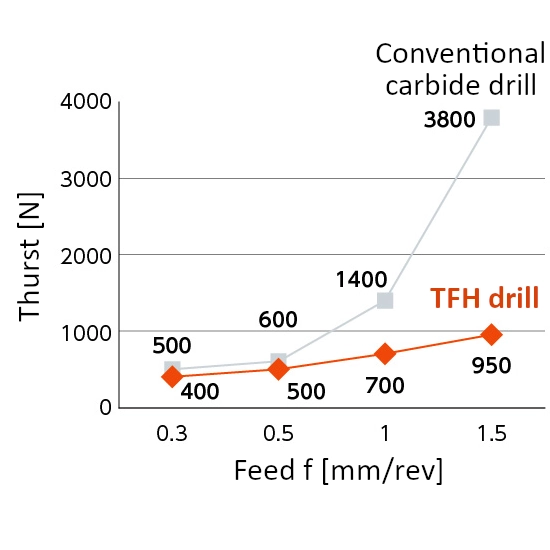
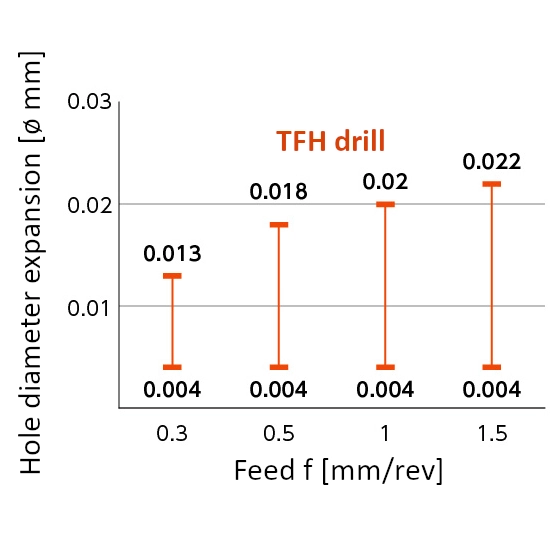
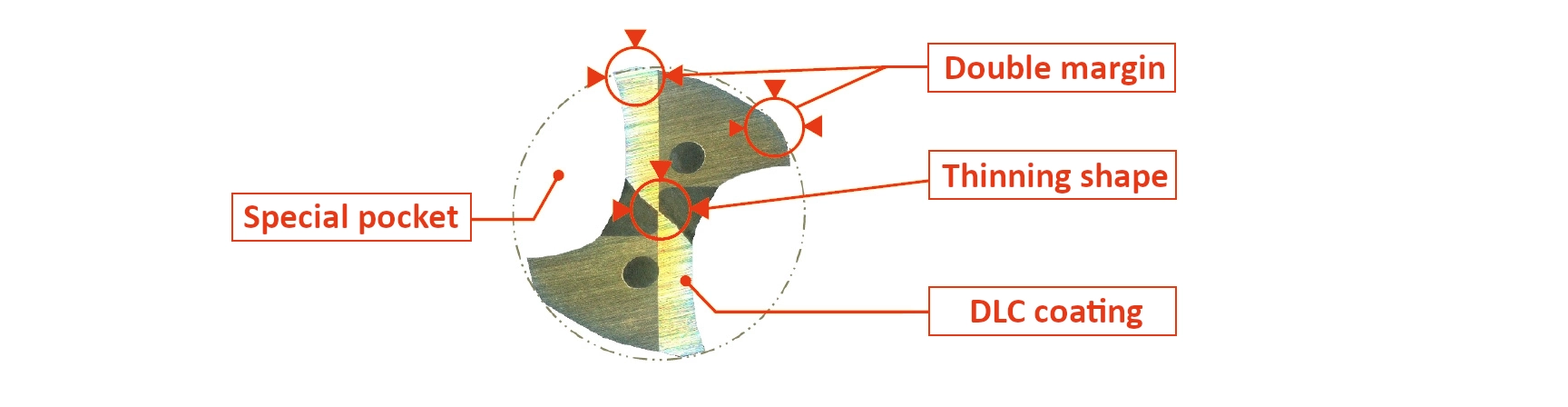
The TFH drill ensures low thrust and stable machining accuracy thanks to special thinning and double margins, and enables high feed rates equivalent to 15% of the drill diameter.
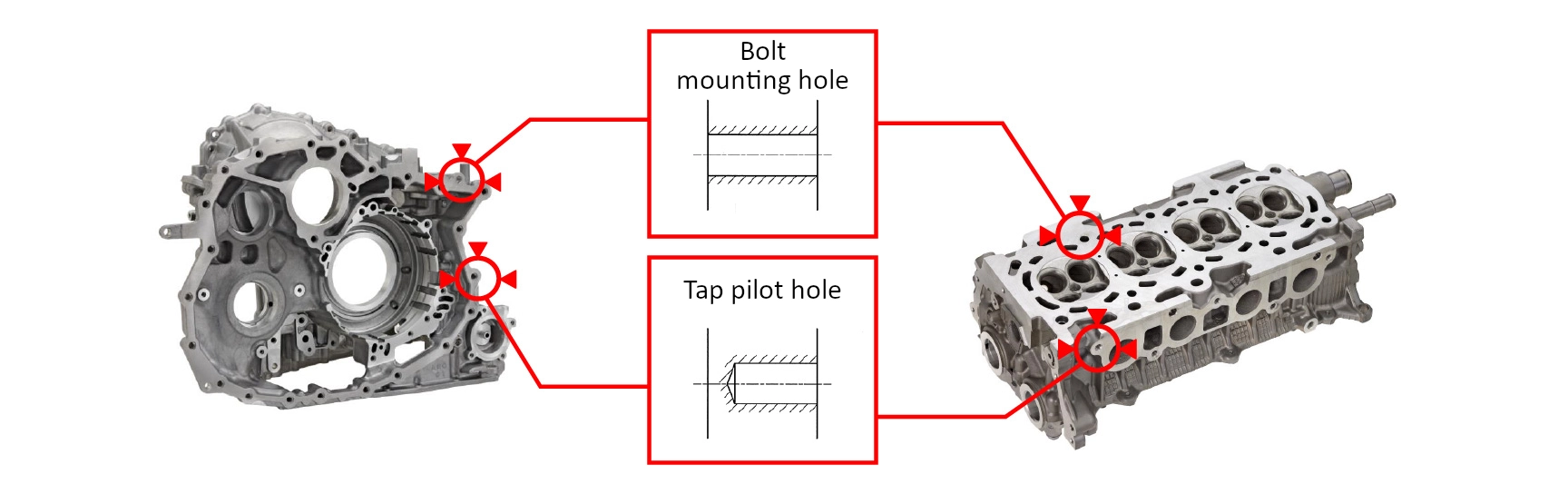
Highly efficient machining contributes to increased productivity in a wide range of application areas.