
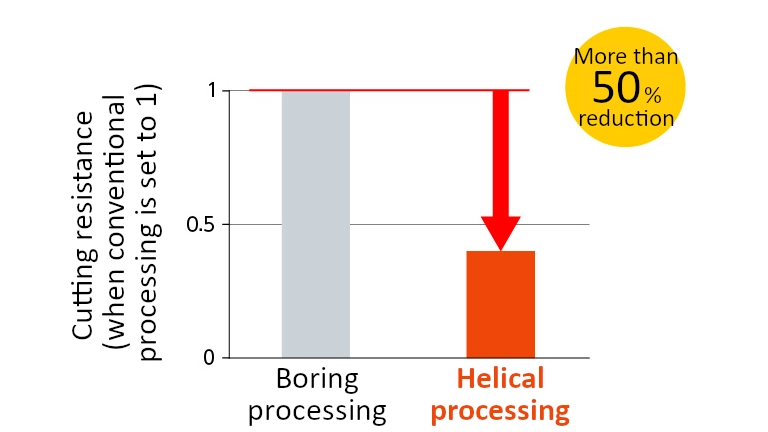
More than 50% cutting resistance reduction
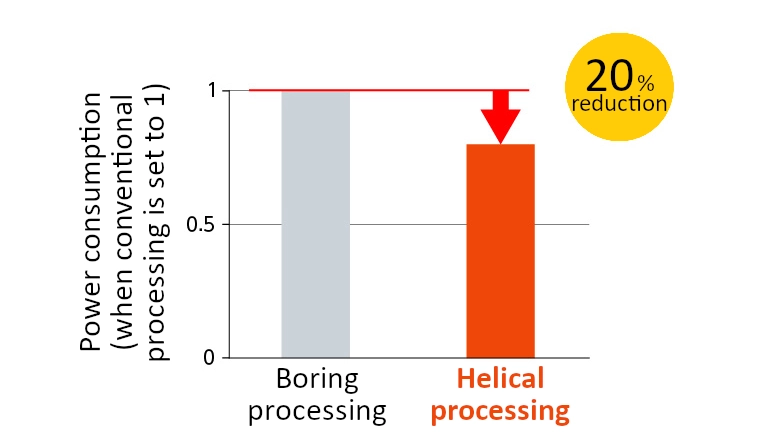
20% power consumption reduction

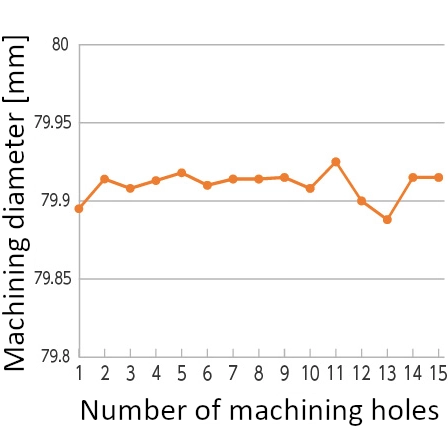
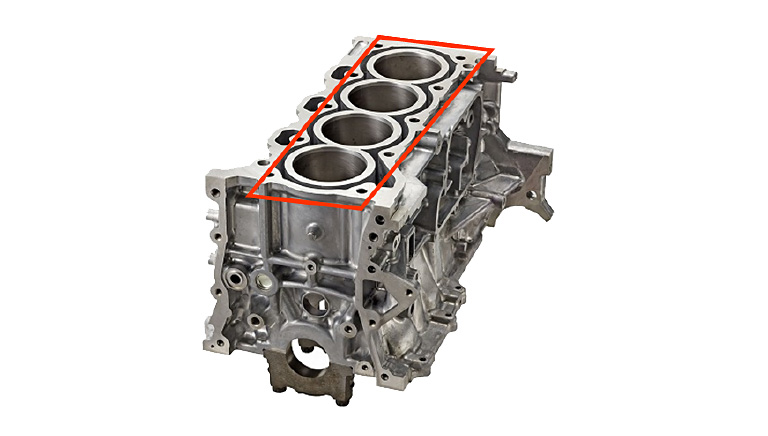
Target machining diameter is easily maintained over the time
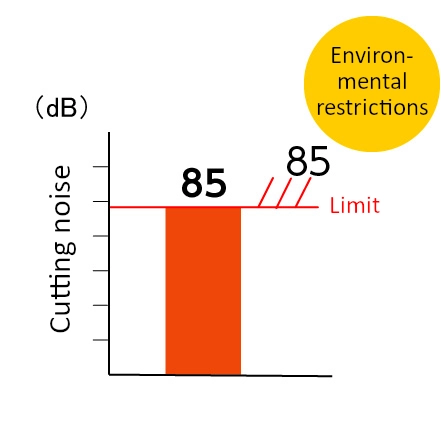
Helps to comply with environmental restrictions such as cutting noise
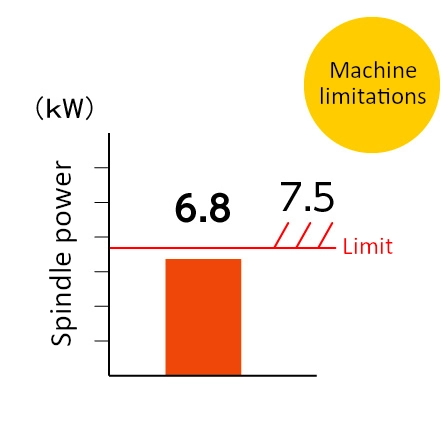
Helps to utilize machinery with lower spindle power and contributes to lower wear of the machinery.