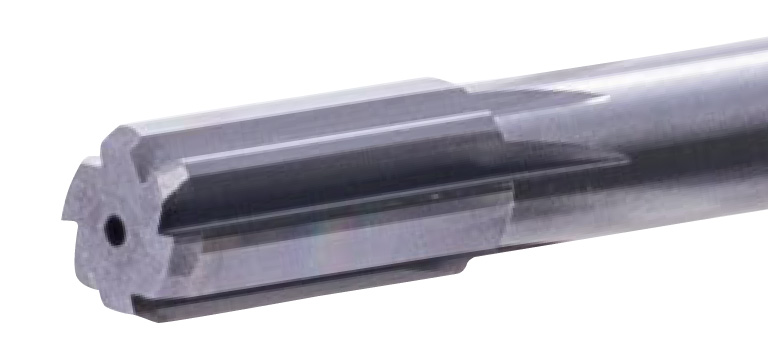
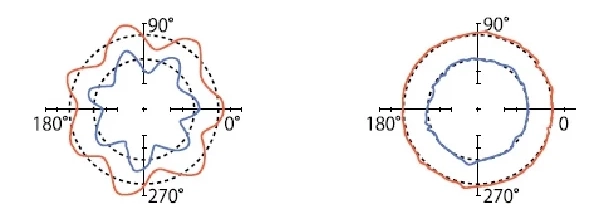
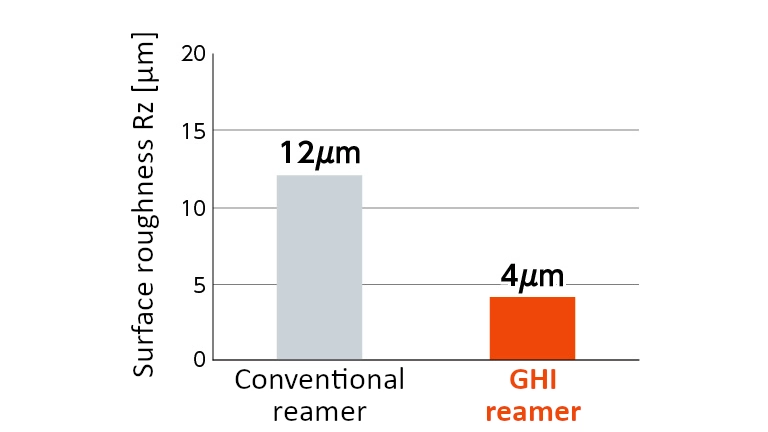
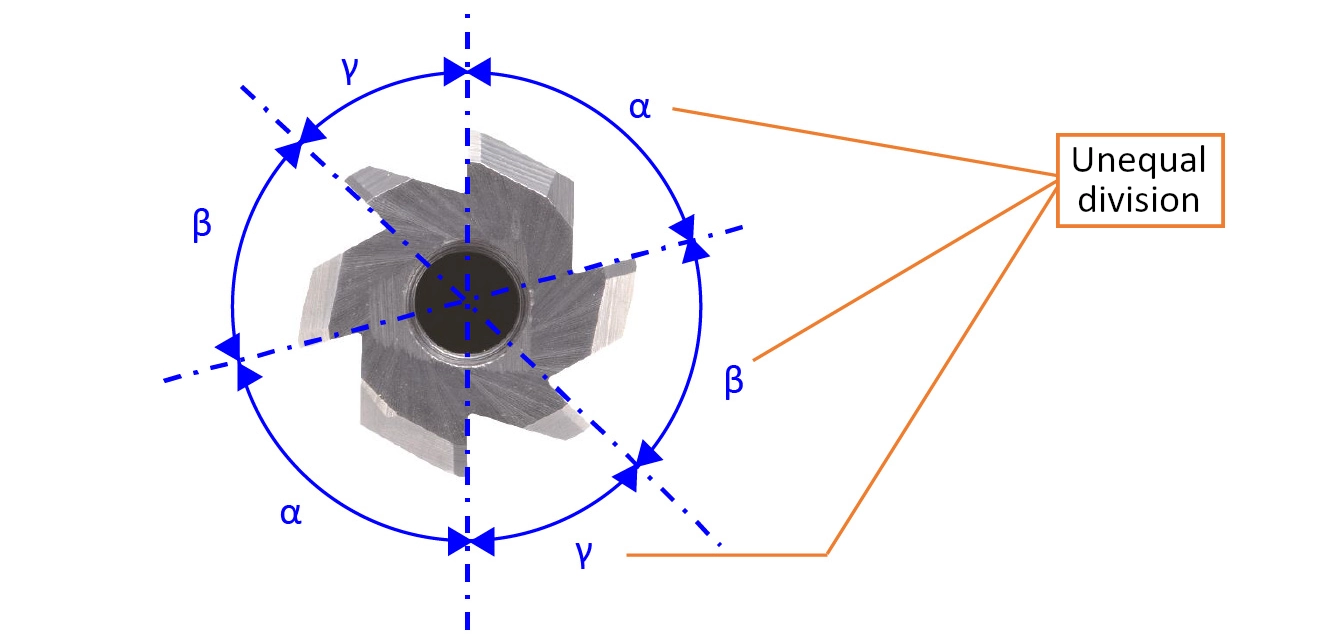
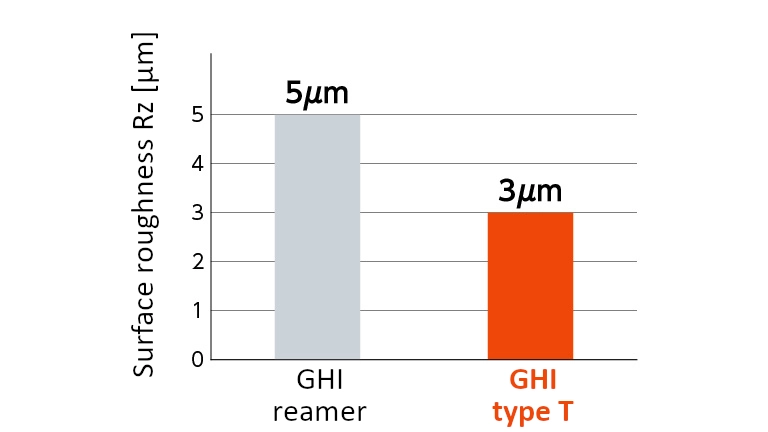
The GHI series reamers for cast iron and steel achieve excellent roundness and surface roughness due to the optimised unequal division of the 6 cutting edges. Highly efficient machining at high feed rates contributes to shorter cycle times.
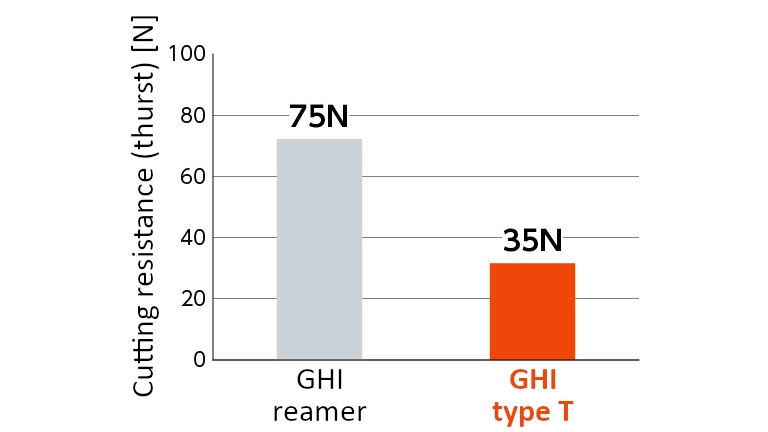
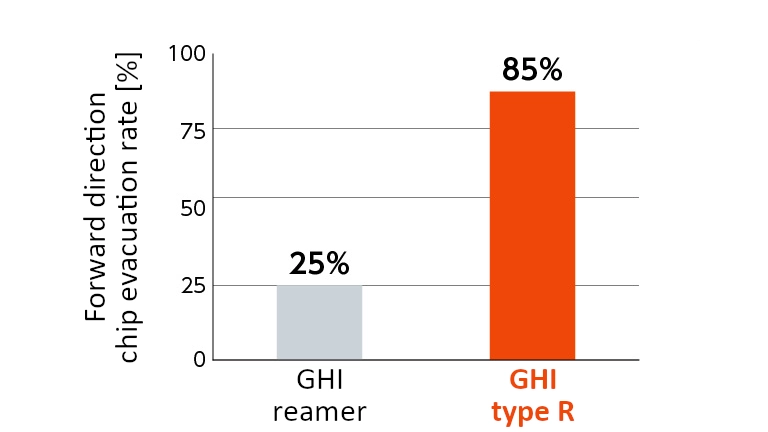
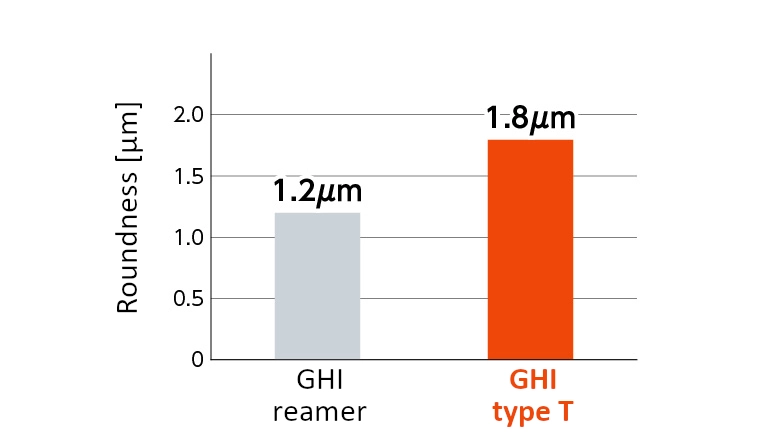
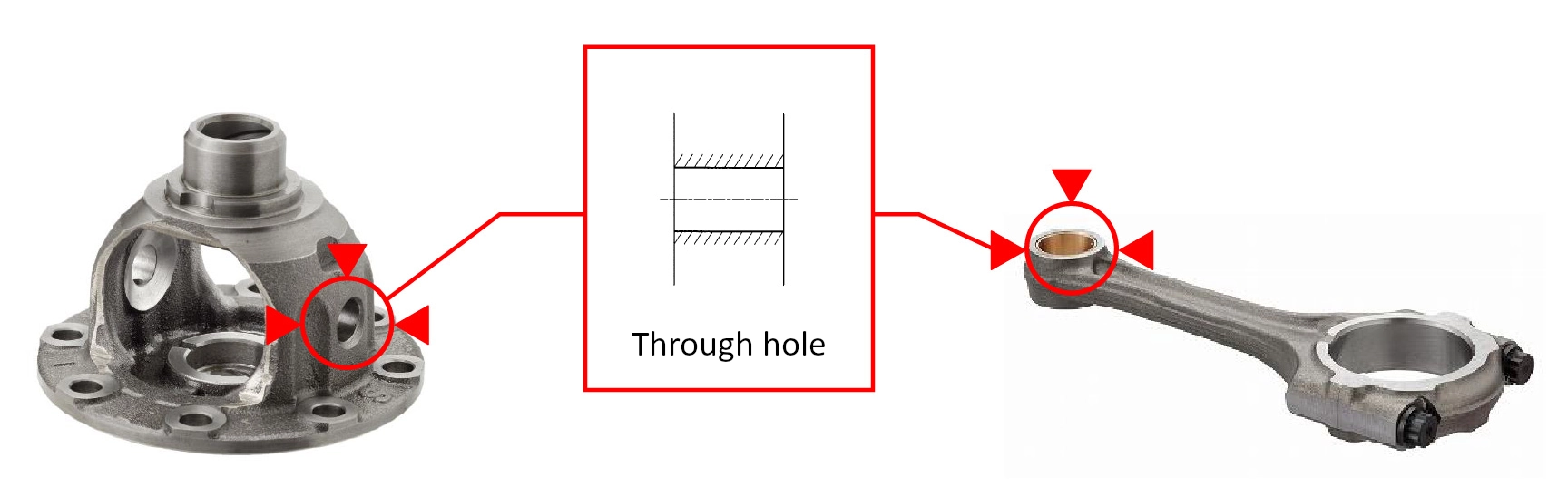
In addition to the standard version, the line-up includes Type T for thin-wall machining and Type R for through-hole machining.