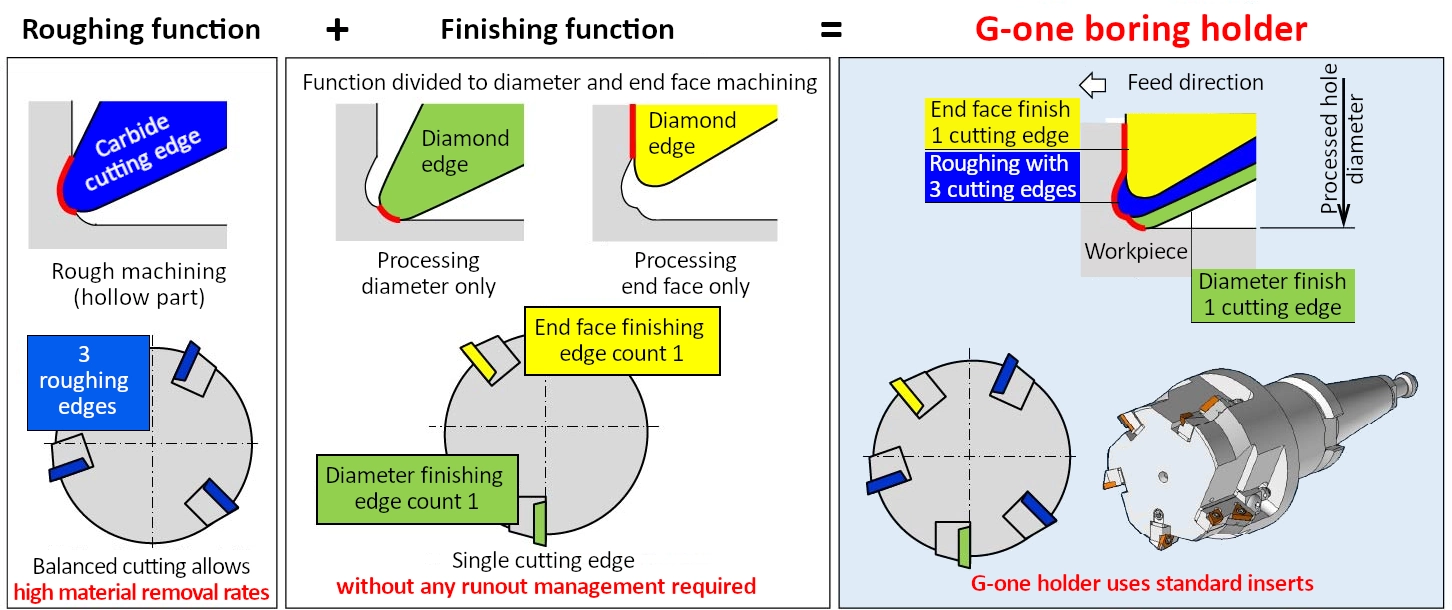
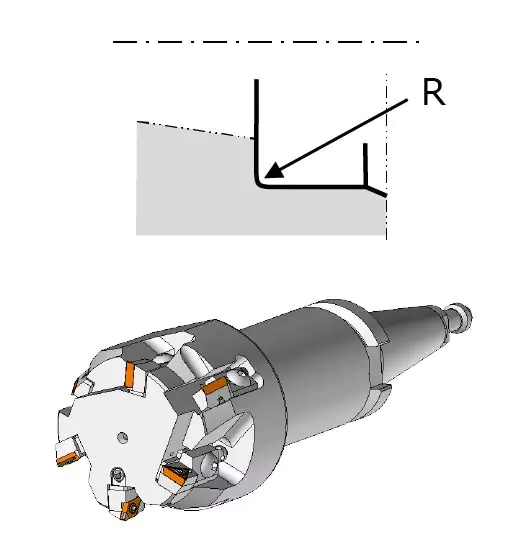
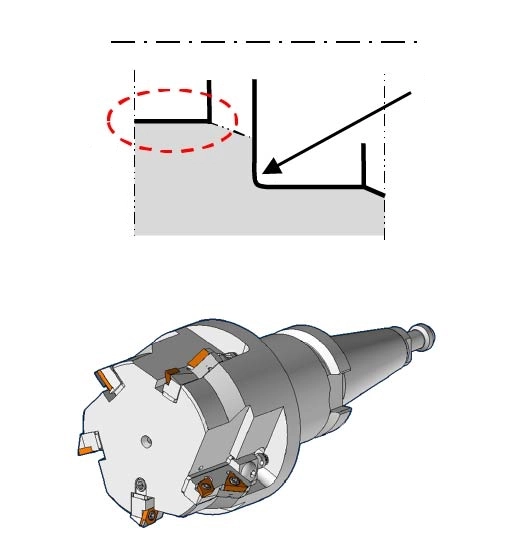
The G-one holder consists of multiple roughing and finishing edges. By dividing the role of each cutting edge function and using a single finishing edge with standard inserts, the G-one holder reduces setting time compared with conventional products and does not rely on the skill of the operator. High productivity, high-precision machining and reduced costs are achieved.
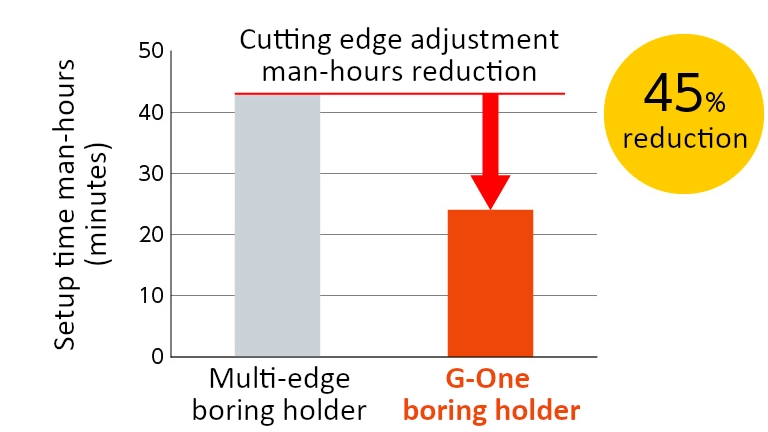
Reduced setup time
Good!
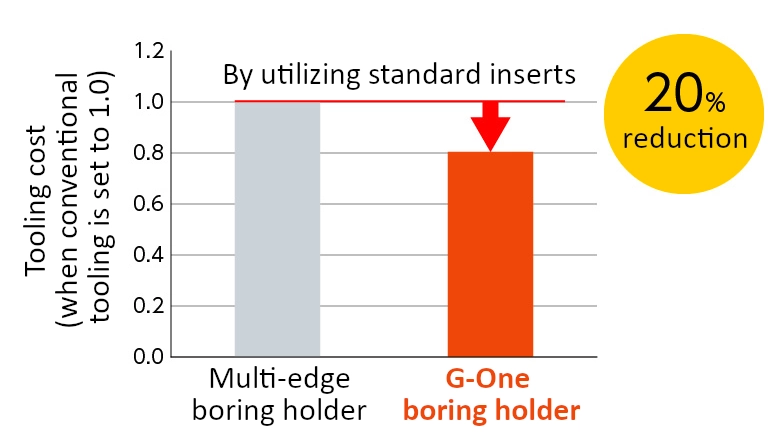
Cost reduction
Good!
This is the point!
The role of the cutting edge is divided by function
Excellent!
Development / product concept
“Current status and challenges”
In high-precision hole drilling of aluminium workpieces, ‘one-shot machining’ from the material hole by using multi-edge tools has been established with the aim of increasing cycle time through process reduction from conventional rough and finish machining.
However, new issues have to be addressed at the production site, such as long cutting edge setup time due to multi-edge machining, unstable machining accuracy due to edge run-out, and high costs for special inserts.
“Development points”
The „G-one holder” solves these problems by integrating multiple cutting edges with different roles and properties into a single holder, and also achieves high accuracy, high efficiency and low cost, comparable to conventional machining.
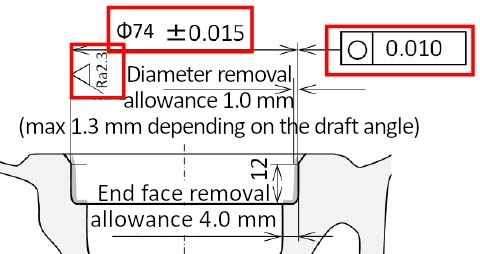
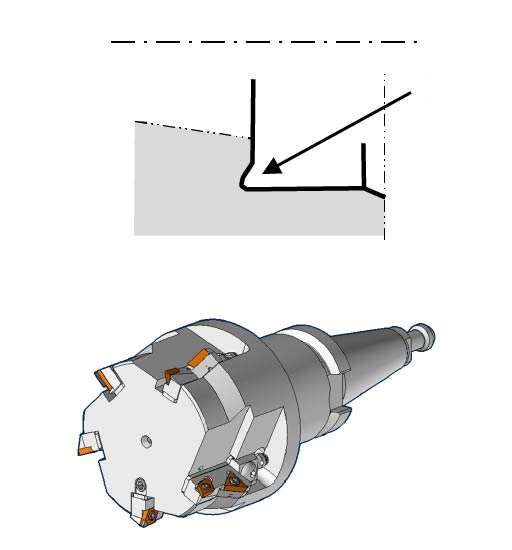
Processing example
Tool used
G-one holder
Machining work
Transmission case / Bearing hole
Work material
JIS ADC12 / ENAC-AlS11Cu2(Fe)
Tool diameter
ø74 mm
Cutting conditions
Spindle speed: n = 10000 min-1
Cutting speed: Vc = 2325 m/min
Feed: f = 0.15 mm/rev
Required
accuracy
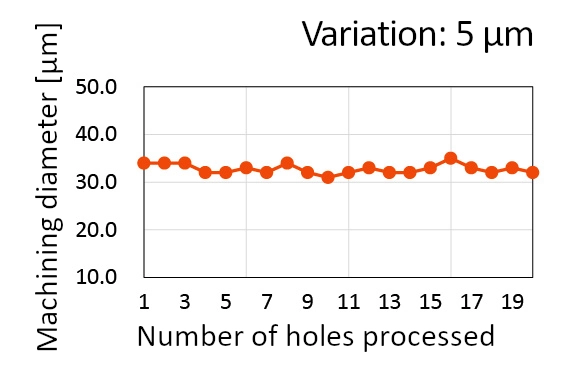
Hole diameter variation
Variation: 5 μm
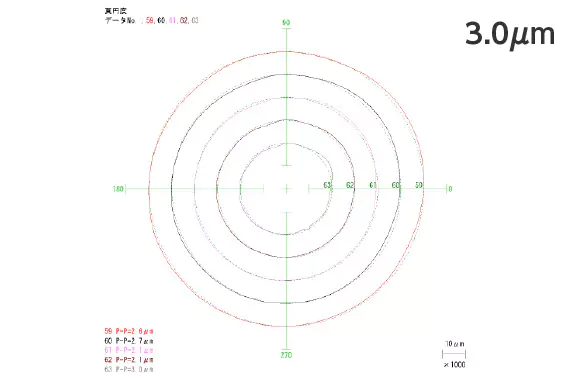
Roundness
Roundness 3.0 μm
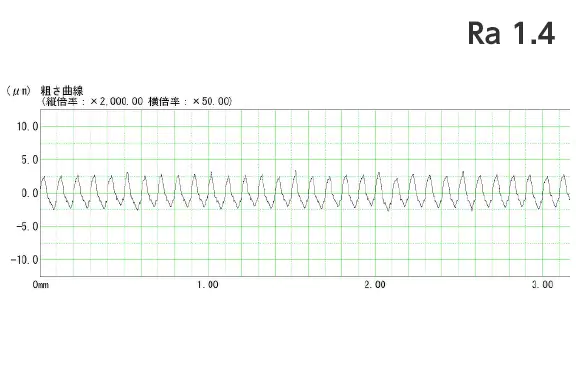
Surface roughness
Surface roughness Ra 1.4 μm
Product specification
Tool specification
Tool name
G-one holder
Target process
Aluminium high-precision boring process (one-shot material processing)
Setting diameter
ø55 mm ~
Standard conditions
Spindle speed: n = 10 000 min -1
Feed: f = 0.1~0.15 mm/rev